
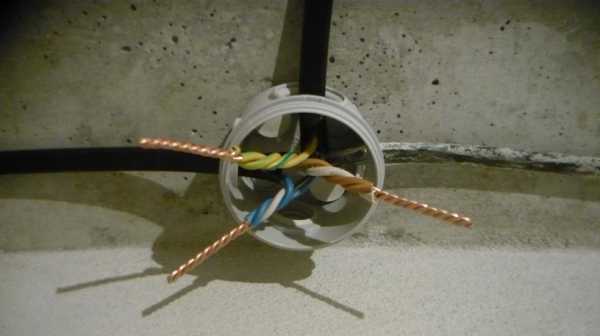
Соединение проводов в распредкоробке методом пайки своими руками

Когда нужно соединить медные провода в распределительной коробке, я делаю скрутки и пропаиваю их. Однако в настоящий момент ходит много споров о надежности: кто-то утверждает о надежнейшем пропаянном соединении, а кто-то ругает пайку и рекомендует пружинные клеммники. Стоит заметить, что сторонники паяльника — бывалые, советской закалки электрики.
Сегодня мы не будем выяснять что лучше — на мой взгляд, объективной оценкой качества соединений будет сравнительный тест на экстремальных токах, возможно в будущем мы проведем подобный тест. Но сейчас поговорим о том, как скручивать провода в распаечных коробках и собственно их пропаивать.
Хочется заметить: несмотря на то, что процесс немудреный и его несложно освоить, выполнять его нужно с тщательностью и аккуратностью. Ведь все возгорания, как правило, от плохого контакта в тех или иных местах.
Инструмент
Для выполнения всех операций нам понадобится следующий инструмент:
Паяльник 100-150 Вт с медным жалом. Обычный, без наворотов в виде несгораемого жала и прочего. Жало может быть прямым или изогнутым.

Также нам понадобятся бокорезы (кусачки), плоскогубцы (пассатижи) и строительный нож. При работе с толстыми скрутками, где например будут присутствовать жилы 4 мм², понадобятся дополнительные плоскогубцы.

К необязательному инструменту можно отнести клещи для снятия изоляции: обойтись можно и без них, однако с этим инструментом дела идут быстрее.

Выбор припоя
Выбрать подходящий припой для пайки скруток — это самый ответственный момент. От припоя зависит конечный результат. В процессе использования разных марок припоя, я пытался выявить закономерность между качеством пайки и процентном содержании олова. Однако таковой зависимости обнаружить не удалось.
Единственное, что можно утверждать с полной уверенностью — припой обязательно должен быть с флюсом внутри. Это и не удивительно: метод пайки не предусматривает обязательное нанесение флюса на скрутки, а флюс необходим.
Удобнее всего использовать припой в проволоке толщиной 1мм или около того. Продается он в катушках или пластиковых тубах.
По-большому счету, выбирать припой придется методом проб и ошибок, иного метода я не вижу. Ну и приведу несколько примеров припоев нескольких производителей:

Этот припой хорошо подходит для пайки скруток. А тот, что ниже, лучше не брать — тонкие скрутки из 2-х проводов 1,5 мм² он хорошо спаяет, но скрутки толще он только испортит.

Вот еще достаточно неплохой припой REXANT:

При первом выборе припоя, самым лучшим вариантом будет покупка небольшой тубы на пробу. Ну и запоминать, какие из купленных марок паяли хорошо, а какие плохо. Собственно вот такая нехитрая наука.
Помимо припоя хорошо иметь под рукой очиститель — обычный спирт. Многие медные жилы, даже новые, покрыты слоями окислов или иными налетами, которые затрудняют пайку.
Хорошим вариантом очистителя является флюс «ТАГС» — он превосходно очищает поверхность медных жил и в добавок помогает процессу пайки.

Скрутка проводов
Итак, все провода зачищаются от общей изоляции, защищающей весь кабель. Для каждой отдельной жилы берется длина на скрутку плюс небольшой запас — основание скрутки должно быть скручено жилами с изоляцией. Вообще, нужно стремиться уложить в коробку лишние сантиметры проводов на всякий случай.
Совет: старайтесь всегда поместить в распаечную коробку побольше запаса проводов, даже с учетом уже сделанных скруток. Возможно когда-то в будущем сюда будут добавляться новые линии или производиться какой-либо ремонт. Хорошим тоном будет предусмотреть ремонтопригодность коробок, даже если вы уверены в надежности и качестве своих работ.
Для самих скруток жилы зачищаются сантиметров на 10 — после скручивания лишнее откусится бокорезами. Конечная длинна скрутки оголенных проводов должна быть не менее 4 см. Если монтаж производится в просторных распредкоробках, длину скруток можно увеличить до 7-8 см. Главное чтобы скрутки поместились в коробку без изгибов.
Но это я забежал немного вперед: перед скруткой оголенных жил необходимо хорошенько их протереть тряпочкой, смоченной в спирте или флюсе ТАГС. После обработки поверхность меди должна иметь однородный желтый цвет без темных участков — только тогда можно производить скручивание. Если жилы покрыты слишком толстым окислом, то перед протиранием их можно обработать мелкой шкуркой.
Когда среди скручиваемых проводов присутствуют мягкие, многожильные проводники, то их следует с особой тщательностью очищать от окислов.
Скрутка производится плоскогубцами так, чтобы несколько сантиметров с изоляцией так же стали частью скрутки. Закручивать следует с достаточным усилием, однако нужно не перестараться и не порвать ни одной жилы. Здесь рекомендуется предварительно потренироваться на пробных скрутках и «почувствовать» материал.
При скручивании большого количества жил или когда сечение жил большое (4 мм² например), основание скрутки нужно придерживать дополнительными плоскогубцами.
Когда скрутки закручены, их нужно укоротить бокорезами до необходимой нам длинны. Короче 4 см. не рекомендуется.
Распаечная коробка скручена, можно приступать к пропаиванию.
Пайка
Пока разогревается паяльник, нужно «нанести» припой на скрутки. Для этого проволоку припоя наматывают на каждую скрутку с шагом 1-3 мм. Шаг намотки зависит от общей толщины всех скрученных проводов и находится экспериментально. Наматывать припой следует в натяг, чтобы он как можно плотнее прилегал к медной поверхности.
Если в скрутке присутствуют многожильные проводники, то припоя следует наматывать больше, чем обычно. Многожильные провода требуют гораздо большего количества олова — нужно учитывать количество гибких проводников в общем объеме.

Разогретым паяльником касаемся края скрутки и ждем, пока припой не расплавится. При плавлении припоя ведем паяльник к основанию — припой должен оплавляться раньше, чем паяльник достигнет точки его расплавления. Ключевой момент: паяльник нагревает металл, а металл в свою очередь расплавляет припой. К слову: сосвем необязательно вести паяльник от края к основанию скрутки, можно и наоборот — от основания к краю.

Припой должен заполнить все пустоты между проводниками и пропаять всю скрутку. Визуально — из всех месть соприкосновения жил друг с другом должен быть виден припой. Мелкие скрутки покрываются припоем полностью, а те что покрупнее — припой заполняет места соприкосновения жил.
Если есть сомнения в том, что припой заполнил все труднодоступные места, то пайку можно повторить заново. Для этого нужно хорошо протереть место пайки спиртом или ТАГС-ом, намотать припой и все повторить. В таких ситуациях сразу проявляется качество припоя: «дерьмовым» так и не получится пропаять со второго раза.

После пайки скрутки готовы к изоляции, их можно «укутывать» изолентой или термоусадочной трубкой. Так как мы не использовали паяльной кислоты или иных агрессивных флюсов, промывать места пайки нет необходимости. Во время укладки на свои места нужно избегать изгиба пропаянных мест.
В заключение хочется сказать, что пайка соединений в коробках — дело достаточно простое. Однако придется сначала немного потренироваться и возможно, перепробовать несколько разных припоев.
Оцените публикацию:Оценка: 4.5 (4 голосов)
Смотрите также другие статьи
yserogo.ru
медные провода, скрутка, инструмент и припой
Содержание статьи:
Все без исключения электромонтажные схемы предусматривают наличие разветвления и соединения кабелей и проводов. Для этого требуется дополнительно устанавливать распределительную коробку, которую изготавливают из металла или полимерных материалов. Однако установить конструкцию недостаточно, важно знать технологию пайки скруток проводов в распредкоробке.
Для чего нужны распределительные коробки
Коробка для коммутации проводов
Необходимость использования распределительных коробок не должна вызывать сомнений. Чтобы в этом убедиться, следует ознакомиться с предостережениями специалистов:
- Пренебрежение монтажом конструкции – нарушение правил, изложенных на нормативных документах.
- Соблюдение пожарной безопасности. Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции.
- Монтаж устройства отнимет немало времени, зато в будущем модернизировать, обслуживать, ремонтировать и наращивать провода будет значительно проще. Например, если потребуется установить дополнительную розетку или выключатель, нужные провода удастся вывести именно из распределительной коробки.
В общем, монтаж распределительной коробки обязателен. Технология установки проста, сложность может возникнуть при соединении проводов.
Общие правила коммутации
Реализация метода пайки напоминает сварочные работы, только используется обыкновенный паяльник, а не инверторный аппарат с электродами. Перед скруткой жилы нужно залудить. Для этого разогревается паяльник, погружается в канифоль и проводит по зачищенным от изоляции местам несколько раз до появления рыжеватого оттенка.
Для качественного выполнения работ нужно предварительно проверить жало паяльника. Важно, чтобы оно было чистым. Если поверхность неровная, на ней скопились загрязнения, сделать качественный припой будет невозможно. Загрязнения удаляются с помощью напильника, далее его конец повторно лудится.
Преимущества пайки в сравнении с другими способами соединения

Инструмент для снятия изоляции с проводов – стриппер
Существует несколько способов соединения проводов в распределительной коробке, однако минимальным переходным сопротивлением и монолитным соединением отличается только пайка и сварка. Спаять провода в домашних условиях может каждый желающий. Для сварки потребуется опыт и наличие специального сварочного аппарата.
Для проведения работ потребуется следующий набор инструментов:
- флюс;
- нож, предназначенный для удаления изоляционного материала;
- припой;
- бокорезы;
- паяльник;
- плоскогубцы или пассатижи;
- наждачная бумага.
Предварительно не подготовив весь необходимый инструмент и расходные материалы, приступать к работе нельзя.
Пайка проводов
Снятие изоляции с провода
Лужение и пайка кабелей в распределительной коробке проводится в несколько этапов.
- Удаление изоляционного слоя.
- Зачистка проводов до появления характерного блеска металла.
- Облуживание.
- Скрутка.
- Пайка.
- Изолирование.
Прежде чем приступать к соединению токопроводящих жил, нужно проанализировать, какая длина потребуется. Провода обрезают так, чтобы при пайке концы были расположены снаружи распределительной коробки. По окончании работ их укладывают любым желаемым способом.
Пайка проводов в распределительной коробке запрещена в натяг. Запас в данном случае также неуместен.
Для удаления изоляционного слоя используется специальный инструмент – стриппер или острый нож. Работая с острым ножом, движения должны напоминать обстругивание карандаша. Запрещено подрезать изоляционный слой пассатижами или бокорезами, нельзя делать круговые надрезы. Поперечные повреждения в ближайшем будущем станут причиной обрыва.
Для провода, предназначенного для пайки, зачистка колеблется в пределах 1,5-3 см. Количество витков – не менее 2.
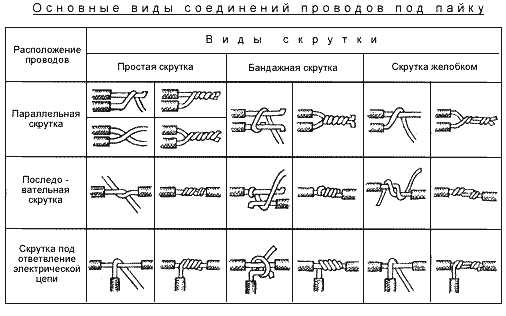
Основные виды соединения проводов под пайку
Провода перед пайкой тщательно зачищают и лудят, чтобы на поверхности жил не появились окислы, препятствующие нормальной проводимости и увеличивающие сопротивление. Уже облуженные проводники скручиваются с помощью плоскогубцев или пассатижей.
Пайка скрутки медных проводов в коробке имеет аналогичный алгоритм. Скрутка должна быть плотной, но при этом не натянутой, иначе концы токопроводящих жил могут попросту обломаться.
В завершение скрученные провода спаивают паяльником таким образом, чтобы со всех сторон спайка была покрыта равномерным слоем. Качество работы всецело зависит от того, насколько качественно были зачищены концы.
Выбор мощности паяльника
 Для качественного выполнения работ требуется использовать довольно мощные паяльники, не менее 65 Вт. Особенно это важно при работе с медными проводами, поскольку медь – хороший проводник тепла, следовательно, отводит тепло от места спайки. Если мощности устройства недостаточно, это может привести к «холодной пайке» – припой покрывает спаиваемую область неравномерно, прочность будет низкой.
Для качественного выполнения работ требуется использовать довольно мощные паяльники, не менее 65 Вт. Особенно это важно при работе с медными проводами, поскольку медь – хороший проводник тепла, следовательно, отводит тепло от места спайки. Если мощности устройства недостаточно, это может привести к «холодной пайке» – припой покрывает спаиваемую область неравномерно, прочность будет низкой.
Устройство должно оптимально прогревать место в течение 1 минуты и не более, поверхность припоя по окончании работ должна быть гладкой, иметь равномерный блеск.
Тип припоя
Существует большое разнообразие припоев, основные из них перечислены в таблице.
| Марка припоя | Состав (%) | Прочность при растяжении (кг/мм) | Температура плавления | Применение |
| ПОС-30 | Свинец – 70 Олово – 30 | 3,2 | 266 | Для пайки и лужения деталей, изготовленных из стали, меди и их сплавов |
| ПОС-40 | Свинец – 60 Олово – 40 | 3,8 | 238 | Для пайки и лужения контактов и деталей в радиоаппаратуре, изготовленных из оцинкованной стали |
| ПОС-90 | Свинец – 10 Олово – 90 | 4,9 | 220 | Для пайки и лужения медицинских инструментов и металлической посуды |
| ПОС-61М | Медь – 2 Свинец – 37 Олово – 61 | 4,5 | 192 | Для пайки и лужения печатных проводников и медных проводов |
| ПОС-61 (третник) | Свинец – 39 Олово – 61 | 4,3 | 190 | Для лужения и пайки токоведущих частей, изготовленных из бронзы, латуни и меди с герметичными швами |
| ПОСВ-33 | Висмут – 33,3 Свинец – 33,3 Олово – 33,3 | – | 130 | Для пайки деталей, изготовленных из константана, латуни и меди с герметичным швом |
| ПОСВ-50 (Сплав Розе) | Висмут – 50 Свинец – 25 Олово – 50 | – | 94 | Для обработки деталей, которые восприимчивы к перегреву |
| Сплав д Арсе | Висмут – 45,3 Свинец – 45,1 Олово – 6,9 | – | 79 | Для производства предохранителей, лужений и пайки деталей восприимчивых к перегреву |
| Сплав Вуда | Кадмий – 12,5 Висмут – 50 Свинец – 25 Олово – 12,5 | – | 68,5 | Важная особенность – токсичен. Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию |
Последние три марки обладают низкой температурой плавления и невысокой прочностью сплава.
Защита места пайки от окисления
Флюс для пайки
Для защиты места пайки от окисления кислородом используется флюс. При работе с медью чаще всего применяются:
- Канифоль, в ее состав входит только сосновая канифоль.
- ЛТИ-120 включает в себя триэтаноламин (1-2%), солянокислый анилин (3-7%), этиловый спирт (66-73%), канифоль (20-25%).
- В состав спиртоканифоли входит этиловый спирт (60-70%) и канифоль (30-40%).
Самый простой, бюджетный и при этом распространенный вариант флюса – обычная канифоль. Единственная трудность, которая может возникнуть при работе с веществом – твердое агрегатное состояние.
Технология пайки и лужения
Простой способ лужения
Приступая к пайке или лужению проводов, важно последние разместить горизонтально таким образом, чтобы жало паяльника беспрепятственно касалось всех сторон. Некоторые «специалисты» рекомендуют размещать токопроводящие жилы вертикально, но делать это не стоит, поскольку капли припоя могут начать растекаться.
Перед облуживанием провода нагревают паяльником и параллельно касаются места нагрева кусочком канифоли до тех пор, пока она не начнет плавиться. Если используется жидкий флюс, его наносят предварительно еще до начала нагрева. После лужения провода скручиваются.
Технология пайки немного отличается, поскольку здесь требуется большее количество припоя. На токопроводящие жилы наносится флюс и паяльником прогревается до равномерного распределения расплавленной капли. В случае необходимости процедуру можно повторить.
Пайка с помощью горелки и тигля
Приспособление для спайки проводов
Если предстоит большой фронт работ, целесообразно использовать тигли, представляющие собой полый металлический цилиндр, оснащенный ручкой для заполнения расплавленным припоем. Это устройство может нагреваться с помощью газовой горелки или же применяться в качестве насадки на мощный паяльник.
Емкость вмещает в себя небольшое количество расплавленного припоя, пока он застывает, человек успевает сделать несколько скруток.
Меры предосторожности
Во время выполнения работ следует проявлять осторожность, поскольку расплавленный припой может оставить сильные ожоги при попадании на кожные покровы. Во всех марках припоев содержится свинец, пары которого токсичны для человека. Чтобы предотвратить отравление, работать нужно в респираторе.
При пайке проводов запрещается применять кислотосодержащие активные флюсы, поскольку после завершения работ они требуют полного удаления. Остатки флюса оказывают разрушающее действие на все материалы, особенно для меди агрессивны паяльная кислота и хлористый цинк.
В целом работа не должна вызвать сложностей, главное заранее ознакомиться с технологией выполнения, подготовить весь расходный материал и инструментарий.
strojdvor.ru
Пайка проводов | Заметки электрика

Здравствуйте, уважаемые гости и постоянные читатели сайта http://zametkielectrika.ru.
В одной из своих статей я познакомил Вас со всеми разрешенными способами соединения проводов, которые рекомендуют нам Правила устройства электроустановок (ПУЭ).
Сегодня я хотел бы сделать небольшую поправочку, а именно акцентировать Ваше внимание на таком способе соединения, как пайка проводов.
Напоминаю, что 1 января 2013 года вступил в силу ГОСТ Р 50571.5.52-2011, в котором говорится, что при соединении проводов между собой или к зажимам (клеммам) электрооборудования, например, к аппаратам защиты, необходимо соблюдать их электрическую непрерывность, механическую защиту и прочность.

При выборе средств соединения проводников нужно учитывать их:
- количество
- сечение
- форму
- материал (медь, алюминий)
- изоляцию
Почему следует ограничиться в использовании пайки проводов?
Ответ на этот вопрос имеется в действующих нормативных документах. Ниже я приведу Вам несколько выдержек из них:

Все вышеприведенные пункты действующих НТД ограничивают (я специально выделил подчеркиванием) использование пайки, как способ соединения электрических проводов, из-за ее недостатков:
- недостаточная механическая прочность
- со временем увеличивается переходное сопротивление
- от остатков флюсов возникает химическая коррозия
- снижена электропроводность
- невозможность обеспечить необходимые санитарные гигиенические условия при пайке на месте монтажа
- экологичность
Вот еще выдержка из ГОСТа 10434-82 про контактные электрические соединения:
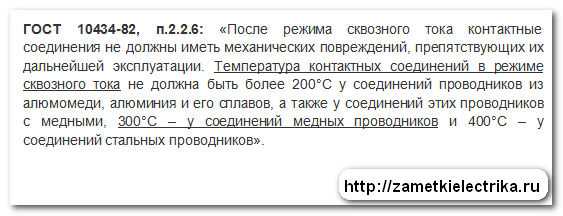
Отсюда можно сделать вывод, что при соединении двух или нескольких медных проводов, а также при соединении паяного («луженого») провода к аппарату защиты, допустимая температура контактного соединения может достигать 300°С, а это превышает начальную температуру плавления мягких ПОС (припой оловянно-свинцовый), которая находится в пределах от 180-240°С.
В таких случаях необходимо применять дополнительное механическое крепление, например, бандаж, поэтому при протекании тока короткого замыкания через контактное паяное («луженое») соединение произойдет расплавление припоя, но после отключения поврежденной цепи, контактное паяное («луженое») соединение механически восстановится, в связи с применением бандажа, который не даст расплавленному припою стечь.
Если честно, то мне даже самому тяжело представить, как это можно осуществить на практике.
Поэтому с этим вопросом я обратился к местному инспектору энергонадзора, тем более что накануне мы собирались сдавать ему объект — капитальный ремонт электропроводки жилого многоквартирного дома.
Ответ был очевиден, либо вообще не использовать пайку, либо на соединение проводов пайкой накручивать СИЗы. Я так понял, что СИЗ выполняет функцию дополнительного механического крепления.

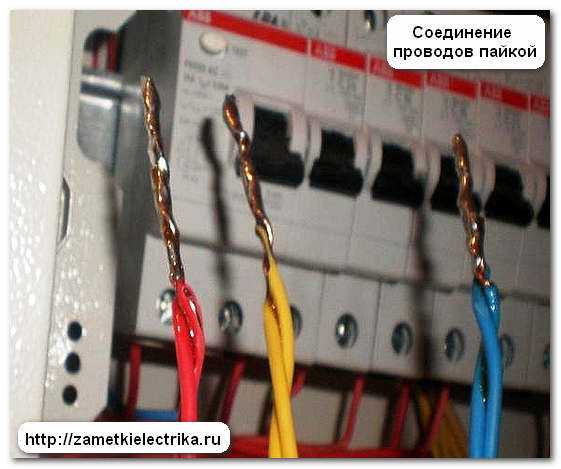
Так мы и поступили. На цепи освещения использовали клеммы Wago, а на силовые цепи — «пайку под СИЗ». В этом вопросе разобрались, а что делать с присоединением гибких (многожильных) проводов к аппаратам защиты.
Нужно ли пропаивать многопроволочные (гибкие) провода для присоединения их к аппаратам защиты?
Ответ на этот вопрос имеется в ГОСТе Р 51321.1-2007:
Здесь пояснять не нужно, итак все понятно.
Стоит лишь добавить, что если зажимы аппаратов защиты (автоматический выключатель, УЗИП, УЗО и т.п.), электросчетчика или соединительных клемм имеют гнездовую конструкцию, то пайка концов гибкого многопроволочного провода не требуется, т.к. зажим такого типа не выжимает и не выдавливает провод из под головки винта, шайбы или пластины, а наоборот даже надежно его обжимает и прессует. В других случаях, лучше применить опрессовку.
P.S. На этом я закончу статью на тему пайки проводов. Если у Вас есть какие-то опровержения вышесказанному в статье, то с радостью готов выслушать Вас. Поделитесь своим опытом и предложениями.
Если статья была Вам полезна, то поделитесь ей со своими друзьями:
zametkielectrika.ru
паяльником,своими руками, горелкой, пошаговая инструкция
В статье мы рассмотрим как осуществляется пайка проводов в распределительной коробке: паяльником,своими руками, горелкой, пошаговая инструкция.
Преимущество пайки перед остальными способами соединений
Соединение проводников в распределительной коробке можно выполнять несколькими способами, однако только пайка и сварка дают монолитное соединение с минимальным переходным сопротивлением в месте контакта. Поскольку сварку проводов в домашних условиях без специальной аппаратуры выполнить затруднительно, то спаять провода может практически каждый желающий.
Чтобы правильно и аккуратно спаять провода, нужен примерно такой перечень инструментов:
- Нож для зачистки изоляции;
- Бокорезы;
- Пассатижи или плоскогубцы;
- Наждачная бумага;
- Паяльник;
- Припой;
- Флюс.
Пайка проводов
Порядок работы при пайке проводников такой:
- Снятие изоляции;
- Зачистка проводов;
- Облуживание;
- Скрутка;
- Пайка;
- Изолирование.
Перед тем, как приступить к соединению проводов, нужно определиться с их длиной. Провода обрезаются таким образом, чтобы при пайке они находились снаружи распределительной коробки, а потом могли быть уложены желаемым образом. Нельзя укладывать провода в натяг. Лишний запас также неуместен в ограниченном пространстве.
Для снятия изоляции используется остро заточенный нож или специальный инструмент (Рисунок 1).
 Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер.
Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер.При работе ножом процесс снятия изоляции должен напоминать движения ножа при остругивании карандаша. Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Перед облуживанием поверхность жил нужно зачистить при помощи ножа или мелкозернистой наждачной бумаги от следов окисла. Зачистив провода, желательно сразу же их облудить, чтобы не образовалась пленка окисла на поверхности. На поверхности припоя окисел образуется рыхлый и не будет мешать последующей пайке, поэтому перерыв в работе после этапа облуживания не имеет ограничений по времени.
Облуженные проводники скручиваются вместе при помощи пассатижей или плоскогубцев. Скрутка должна состоять не меньше, чем из 2-х оборотов. Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).
Скрученные провода спаивают при помощи паяльника таким образом, чтобы скрутка была равномерно со всех сторон покрыта слоем припоя без пропусков и наплывов. Качество спайки напрямую зависит от того, насколько хорошо были облужены зачищенные концы.
После того, как место спайки остынет, можно приступать к ее изоляции. Для этих целей применяется тканевая изоляция или специальные термостойкие пластиковые наконечники. Их длина должна быть такой, чтобы они частично заходили на изолированные участки проводов (Рисунок 3).
 Рисунок 3. Изоляция спаек при помощи пластмассовых колпачков
Рисунок 3. Изоляция спаек при помощи пластмассовых колпачковНельзя применять для изоляции обыкновенную ПВХ изоленту, поскольку при нагревании проводов, например, при превышении нагрузки, ПВХ легко плавится и это может привести к короткому замыканию внутри распределительной коробки.
Выбор мощности паяльника
Для качественной пайки нужен достаточно мощный паяльник, не менее 65 Вт. Медь является очень хорошим проводником тепла, поэтому эффективно отводит тепло от области пайки. Маломощный паяльник не успеет нагреть место скрутки до того, как начнет плавиться изоляция проводов, а недостаточный прогрев может привести к так называемой «холодной пайке». Слабо разогретый припой имеет низкую текучесть и не способен равномерно покрыть всю спаиваемую область. При застывании он будет иметь матовую, зернистую поверхность, низкую прочность. Спаянные таким образом проводники будут иметь высокое переходное сопротивление и, со временем, потеряют контакт между собой. Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.
Тип припоя паяльника
Среди всего множества типов припоя, для пайки медных проводов можно использовать только некоторые. Таблица характеристик наиболее распространенных марок припоев
Марка припоя | Состав, % | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово — 12,5 Свинец — 25 Висмут — 50 Кадмий — 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово — 6,9 Свинец — 45,1 Висмут — 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово — 25 Свинец — 25 Висмут — 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово — 33,4 Свинец — 33,3 Висмут — 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово — 61 Свинец — 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово — 61 Свинец — 37 Медь — 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово — 90 Свинец — 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово — 40 Свинец — 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово — 30 Свинец — 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
Первые три марки припоя имеют очень низкую температуру плавления и невысокую прочность. Для пайки сильноточных цепей они не пригодны. Наоборот, последняя марка припоя слишком тугоплавка. Пайка таким припоем приведет к перегреву и плавлению изоляции. Наиболее часто применяются припои марок ПОС-40 и ПОС-61. Они стоят недорого и широко доступны. Большинство радиолюбителей используют в своей работе припой марки ПОС-61.
Защита места пайки от окисления. Флюс
Флюс служит для защиты места пайки от окисления кислородом воздуха и растворения тончайших пленок окислов на поверхности материала. Для пайки меди наиболее часто используются такие флюсы:
Таблица характеристик наиболее распространенных флюсов для пайки меди и ее сплавов
Марка флюса | Состав |
| Канифоль | Канифоль сосновая |
| Спиртоканифоль | Канифоль 30-40%, спирт этиловый 60-70 % |
| ЛТИ-120 | Канифоль 20-25%, спирт этиловый 66-73 %, солянокислый анилин 3-7 %, триэтаноламин 1-2 % |
Самый простой и дешевый и беспроигрышный вариант – обыкновенная канифоль. Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.
Гораздо удобнее в использовании спиртоканифоль. Она представляет собой раствор канифоли в этиловом спирте. И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники.
Более широкие возможности имеет активированный флюс ЛТИ-120. При его применении нет необходимости в зачистке новых проводников. Зачищать нужно только такие, которые имеют темный цвет из-за окисления поверхности. Поскольку имеются определенные трудности в зачистке многожильных проводов, то применение активированного флюса приветствуется.
Все перечисленные флюсы не требуют смывки после окончания пайки, поскольку абсолютно нейтральны по отношению к материалу проводника.
Совет #1: Спиртоканифоль легко приготовить самостоятельно, растворив порошок канифоли в 96% этиловом спирте. Если канифоль сыпать в спирт равномерно тонкой струей при помешивании, то процесс растворения займет всего несколько минут. При отсутствии спирта в крайнем случае можно воспользоваться ацетоном. Пропорции для приготовления те же самые. Следует учитывать, что ацетон более летуч, поэтому испаряется значительно быстрее. К тому же он ядовит.
Технология пайки и лужения
Для того, чтобы спаять или облудить провода, их нужно расположить так, чтобы они располагались по возможности горизонтально и был доступ со всех сторон для жала паяльника. Вопреки многим рекомендациям, нельзя ставить скрутку вертикально, поскольку при пайке капли расплавленного припоя могут скатиться со скрутки и нарушить изоляцию в нижележащих проводниках.
Если вовремя не обнаружить и не удалить такую каплю, то она впоследствии, может вызвать короткое замыкание. Для лучшего контакта жала паяльника с проводом, конец жала должен быть плоским и хорошо облуженным. Окисленное жало имеет темный цвет, не держит припой и для пайки не годится. Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4).
 Рисунок 4. Облуживание жала паяльника
Рисунок 4. Облуживание жала паяльникаСовет #2: Удобно совместить зачистку и облуживание на кусочке наждачной бумаги, заранее присыпав его порошком канифоли и небольшими кусочками припоя.
Хорошо залуженное жало должно быть блестящим, не иметь раковин. При плавке припоя он должен оставаться на конце жала в виде небольшой выпуклости (Рисунок 5).
 Рисунок 5. Правильно облуженное жало паяльника.
Рисунок 5. Правильно облуженное жало паяльника.Для облуживания провод нагревают паяльником и, одновременно, прикасаются к месту нагрева кусочком канифоли до ее плавления. Жидкий флюс наносят заблаговременно, до начала нагрева. Проводя жалом паяльника вдоль провода, равномерно покрывают его слоем припоя. Многожильные провода до скрутки не облуживают, поскольку потом скрутить их будет невозможно.
Облуженные провода скручивают между собой. Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
Пайка с помощью тигля и горелки
При больших объемах работ имеет смысл выполнять их при помощи тигля, который представляет собой полый металлический цилиндр с ручкой, заполненный расплавленным припоем. Тигель может выполняться как насадка на мощный паяльник или нагреваться при помощи газовой горелки (Рисунок 6).
Рисунок 6. Электрический и газовый тигли для пайки проводовБольшой объем металла в тигле не позволяет ему быстро остывать, поэтому нагретым тиглем можно спаять последовательно несколько скруток. Основное достоинство такого способа пайки в том, что облуживание и спайка скрутки происходит практически мгновенно, когда покрытые флюсом проводники опускаются полностью в ванну с припоем.
Меры предосторожности во время пайки
При пайке, особенно при помощи тигля, нужно работать очень аккуратно, чтобы не получить ожог расплавленным припоем. Пары свинца ядовиты, поэтому при больших объемах работы нужно пользоваться респиратором.
Чего категорические нельзя делать!
Недопустимо для пайки проводов использовать кислотосодержащие активные флюсы, поскольку они требуют полного удаления после окончания работы. Остатки флюса агрессивно воздействуют на материал проводников и в самом скором времени провода будут окислены вплоть до полного разрушения. Особенно разрушительны для меди хлористый цинк или паяльная кислота.
Оцените качество статьи:
electric-tolk.ru
Пайка проводов в распределительной коробке: видео, способы
Наиболее распространенным способом соединения в современной электропроводке является пайка проводов. Для данного способа характерна высокая степень надежности электрического соединения, что в свою очередь обеспечивает высокую пожаробезопасность и общую безопасность эксплуатации. Каким образом добиться желаемого результата, правильно и безопасно выполнить данную работу рассмотрим ниже. Начнем с подготовки. Дальше будут описаны теоретические и практические аспекты пайки медных и алюминиевых проводников. Рассматривать детально выбор между медью и алюминием, пожалуй, не будем. Отметим лишь, что хотя медь и стоит больше, зато по качеству и долговечности значительно превосходит алюминиевую проводку. Итак, к вашему вниманию порядок пайки проводов в распределительной коробке.
Какие инструменты и материалы понадобятся?
Выбор инструментов и материалов, которые нам понадобятся, будет обусловлен нашими конкретными целями, а также применяемыми способами пайки. Основной инструмент, который применяется – это либо электрический паяльник, либо газовая горелка. Ну а дальше будет, в общем, стандартный набор для пайки. Нам понадобится:
- Нож для разделки изоляции провода – не забудьте подточить или воспользуйтесь канцелярским ножом. Также можете сделать нож электрика своими руками.
- Пассатижи, для скрутки проводников.
- Припой и флюс. Флюс – это вещество, с помощью которого мы удаляем окисления с поверхности, которую паяем. Припой – это то, чем непосредственно спаиваются жилы.
- Напильник – подойдет мелкий напильник.

При пайке проводов паяльником или газовой горелкой могут быть применены разные припои и флюсы. Так, для медных жил нужен припой на основе смеси олова и свинца – это припои марок ПОС-40, ПОС-50, ПОС-60. Для пайки алюминиевых проводов подойдут такие марки – П-250А (цинк и олово), ЦО-12 (цинк и олово), ЦА-15 (цинк и алюминий), А (цинк, олово, медь). В качестве флюса используется канифоль — органический материал, содержащий в себе смесь смоляных кислот хвойных деревьев. Канифоль является самым распространенным и недорогим вариантом. Также существуют способы пайки с кислотой в качестве флюса, но не рекомендуется их применять из-за их вредности. К тому же кислота дает со временем коррозию на скрутке.
Давайте паять!
Когда готовы все нужные инструменты и материалы подготовлены, беремся за работу. Рассмотрим технологию пайки медных проводов в распределительной коробке. В домашних условиях самый распространенный способ соединения – пайка скруток одножильных проводников. Зачищаем их от изоляции – снимем по 4-5 см с каждого конца. Для хорошего качества скруток следует плотно скрутить и обжать концы пассатижами. О том, как сделать хорошую скрутку, мы рассказывали в отдельной статье. Только не переусердствуйте, иначе можете обломать токоведущую жилу. Берем в руки паяльник, который должен быть достаточно прогрет, и начинаем пропитывать нашу скрутку канифолью так, чтобы она как можно лучше проникала между проводами. Затем на жало паяльника наносится припой, состоящий из олова и свинца, и, постепенно прогревая место соединения, добиваемся равномерного нанесения припоя. Он должен хорошо проникнуть между проводами. Когда они «окрасятся» в серебряный цвет, можно считать их залуженными. Узнать более подробно о том, как лудить провода, вы можете в нашей соответствующей статье.
Чтобы залудить многожильный медный проводник необходимо хорошо скрутить все мелкие жилки в одну жилу и подтянуть пассатижами. Затем нанести паяльником сначала канифоль, а потом уже нужный припой.

Отличительной особенностью пайки алюминиевых проводов является высокая степень окисления алюминия на воздухе. А если жилы окислятся, то нанести на них припой при электромонтаже уже будет проблематично. Поэтому придётся постоянно механически очищать поверхность от окисления и одновременно выполнять лужение. Для нагрева используется газовая горелка, флюс же подбирается исходя из способа пайки и сечения провода.

Ножом аккуратно срезаем изоляцию с жил примерно по 5 см. Очищаем поверхность до появления характерного блеска с помощью того же ножа либо воспользуемся наждачной бумагой. Далее, нужно соединить жилы в виде желобка, который образуется в результате соединения жил внахлест, методом двойной скрутки. Берем горелку и начинаем греть скрутку примерно до температуры плавления припоя. Продолжаем нагревать соединение и натираем специальной палочкой припоя место пайки. Желобок заполнится припоем. Таким же образом обрабатывается вся поверхность, пока она не покроется полностью оловом.
Кстати, плюсы и минусы существующих способов соединения проводов в распределительной коробке мы рассмотрели в соответствующей статье, с которой настоятельно рекомендуем ознакомиться!
Некоторые особенности процесса
Рекомендуем также обратить внимание на несколько правил, которые помогут сделать качественную пайку проводов своими руками.
Проверьте жало паяльника перед началом работы. Оно должно быть чистым. Если же на нем присутствуют неровности, раковины, черный нагар, то такое жало нужно очистить, иначе оно не сможет нормально брать припой. Возьмите мелкий напильник, приставьте жало к нему под наклоном и зачистите, чтоб был виден блеск меди. Потом заново залудите его конец. В процессе работы иногда обращайте внимание на его состояние и старайтесь держать его в чистоте. Можно также пользоваться для очистки жала паяльника мелкой наждачной бумагой.

Начинаем паять всегда с дальней от изоляции стороны жилы, так как она может оплавиться, нарушатся ее свойства, что недопустимо. Аккуратно скручивайте соединения пассатижами, без лишних усилий, так чтобы не обломать жилы, особенно это относится к алюминиевой электропроводке, которая особенно ломкая.
Перед нанесением припоя, даже на соединение медных проводов, попробуйте очистить поверхность жилы ножом до блеска, увидите, что припой наносится гораздо проще. Это касается как медных, одножильных и многожильных, так и алюминиевых проводников.
Не забывайте в конце работы тщательно изолировать места соединения. Следует использовать для этих целей хлопчатобумажную либо поливинилхлоридную изоляцию. Обмотайте ими места скруток таким образом, чтобы изоляция заходила на несколько сантиметров от оголенного места. Подробнее о том, как изолировать провода правильно, вы можете узнать в нашей статье.
Не смотря на то, что пайка не является супер быстрым способом, она обеспечивает хорошее качество соединения. А все что описано, в комплексе, поможет вам повысить безопасность выполнения работы, а также увеличит срок службы и надежность электрической проводки.
Напоследок рекомендуем вам просмотреть видео, в которых подробно рассмотрены технологии пайки электропроводки в распредкоробках:
Использование газовой горелки
Применение специального паяльника для труб
Вот мы и рассмотрели, как производится пайка проводов в распределительной коробке. Надеемся, предоставленная инструкция была для вас полезной и понятной!
Не пропустите:
samelectrik.ru
способы соединения проводников согласно ПУЭ
 Работа с электричеством требует внимательности. Если досконально разобраться в предстоящем процессе, то все можно сделать самостоятельно. Многие домашние мастера не знают, как в коробке соединить провода, ведь существует несколько способов решения поставленной задачи. Следует признать, что от качества соединения зависит работоспособность всей проводки.
Работа с электричеством требует внимательности. Если досконально разобраться в предстоящем процессе, то все можно сделать самостоятельно. Многие домашние мастера не знают, как в коробке соединить провода, ведь существует несколько способов решения поставленной задачи. Следует признать, что от качества соединения зависит работоспособность всей проводки.
Назначение распредкоробки
От электрощитка провода расходятся по всему помещению. В каждой квартире обязательно есть несколько точек подключения — розетки и выключатели. Чтобы собрать все провода в одном месте и тем самым упростить обслуживание проводки, применяются распределительные коробки. В них заводятся проводники от всех подключенных устройств, а затем соединяются.
Необходимо выполнять соединение проводов в распределительной коробке согласно ПУЭ (Правила устройства электроустановок). В соответствии с требованиями этого документа, проводники должны находиться на расстоянии в 15 см от потолка. В точках разветвления проводов устанавливаются распредкоробки.
Это простой электротехнический аксессуар, который можно использовать для ведения скрытой и открытой проводки. Коробки имеют круглую либо прямоугольную форму. Благодаря их использованию можно получить следующие преимущества:
- Увеличивается ремонтопригодность проводки, так как доступ ко всем соединениям проводников открыт.
- Повышается уровень пожарной безопасности.
- Сокращаются финансовые затраты и упрощаются электромонтажные работы.
Виды соединений
Чтобы соединять провода в распределительной коробке, можно воспользоваться одним из нескольких способов. Все они позволяют обеспечить надежный контакт проводников и домашний мастер вправе выбрать наиболее удобный.
Скрутка и опрессовка
Сразу следует сказать, что сейчас использование скрутки проводов в распределительной коробке запрещено, так как этот метод признан самым ненадежным.

Решив выбрать такое соединение, электрик принимает на себя ответственность за возможные последствия. При этом сам метод подключения проводников крайне прост. Сначала с проводников нужно снять слой изоляции на длине около 1 см, после чего аккуратно накрутить провода друг на друга. При соединении проводов сечением менее 1 мм, нужно сделать 5 или более витков. Если подключаются более толстые кабеля, то минимальное количество витков составляет 3.
Опрессовка сегодня пользуется большой популярностью. Для выполнения соединения этим способом применяются специальные гильзы, диаметр которых подбирается в соответствии с размером пучка проводников.
Также важно использовать гильзы, изготовленные из того же материала, что и токоведущие жилы. Обжим гильзы выполняется с помощью специального инструмента.
Некоторые домашние мастера используют для этого обычные пассатижи, но качество такого соединения будет ниже. Для проведения работ нужно сначала снять с проводов изоляцию, после чего скрутить их и ввести в соединитель. Следующим шагом станет опрессовка гильзы с помощью пресс-клещей и последующая изоляция места контакта изолентой или термоусадкой.

Пайка и сварка
После соединения проводников с помощью сварки получается практически целый провод. В результате такому месту соединения не страшны различные негативные факторы внешней среды. Однако по причине необходимости использования специального оборудования, этот метод подключения пользуется наибольшей популярностью среди профессиональных электриков. Создать сварное соединение можно с использованием следующих инструментов:
 Сварочного аппарата мощностью не менее 1 кВт.
Сварочного аппарата мощностью не менее 1 кВт.- Флюса.
- Угольного электрода.
После снятия изоляционного слоя с проводов, их оголенные участки требуется зачистить до блеска, используя для этого наждачную бумагу. На следующем этапе выполняется обычная скрутка. Затем в углубление электрода насыпается флюс и после включения сварочного аппарата, электрод прижимается к проводникам. Когда в месте соединения появится контактная точка в форме шарика, усилие снимается. На финальном этапе нужно зачистить место сварки от остатков флюса и покрыть его лаком.
Алгоритм действий при соединении проводников пайкой аналогичен. Различия между этими двумя способами заключаются в используемых инструментах и материалах.
Хотя соединение пайкой является довольно надежным и долговечным, его не рекомендуется использовать в местах, где проводники могут сильно нагреваться или возможны значительные физические нагрузки.
Винтовые зажимы и болтовые соединения
Использование контактных винтовых зажимов позволяет надежно соединить не только однородные токоведущие жилы, но и разнородные провода. При этом стоимость таких зажимов невысока, что и сделало метод довольно популярным. Все работы выполняются за два этапа:
- С проводников снимается изоляция на длине примерно в 5 мм.
- Оголенные части проводов вставляются в зажим и затягиваются винтами.
Чтобы не нарушить целостность токоведущих жил, нужно контролировать усилие зажима. В первую очередь это касается работ с алюминиевыми проводами.
Болтовые соединения отличаются высокой надежностью, но при этом оказываются громоздкими. Если используется этот метод, то нужно правильно выбрать распредкоробку. Современные модели чаще всего имеют небольшие габариты.
Также стоит отметить и самозажимные соединения, которые стали весьма популярными в последние годы. Такие зажимы не только просты в использовании, но и содержат внутри специальный состав, предотвращающий окисление проводников. После того как с проводов была снята изоляция, нужно поднять рычажок клипсы. Когда в нее будет введен оголенный конец кабеля, рычажок опускается и происходит соединение.
Монтаж коробок
Для создания качественной проводки в помещении недостаточно знать, как правильно соединить провода в распределительной коробке. Крайне важно уметь установить саму распредкоробку. В квартирах и частных домах чаще всего используется скрытая проводка, так как она не портит интерьер помещения. Сначала на стены нужно нанести разметку, обозначив точки монтажа электрооборудования и пути прохождения проводников.
В результате можно легко рассчитать необходимое количество материалов. Также желательно составить схему электросоединений, чтобы упростить процесс подключения электроприборов. На следующем этапе в поверхности стен следует сделать штробы с помощью специального инструмента — штробореза. Кроме этого, нужно вырезать ниши для установки коробок, выключателей и розеток. Чаще всего распредкоробки для скрытой проводки устанавливаются на алебастр.
Когда все работы по укладке проводников и установке электрооборудования завершены, необходимо выполнить подключение проводов в коробках одним из рассмотренных способов. На финальном этапе подключаются розетки и выключатели, а затем выполняется проверка работоспособности всей системы.
Зная особенности монтажа распределительных коробок и правила соединения в них проводников, все работы могут быть выполнены самостоятельно. Они не отличаются высокой сложностью и проблем возникнуть не должно.
220v.guru
Пайка медных проводов: надежный метод соединения электропроводки
Соединение проводов является необходимой операцией при проведении электромонтажных работ. Для каждого способа соединения электропроводки (обжим, скрутка, пайка) есть свои условия для применения. Пайка медных проводов и пайка алюминиевых проводов – самый надежный метод контактного соединения, по прочности она конкурирует только со сваркой.
Что представляет собой процесс пайки проводов
Пайка отличается от сварки тем, что в процессе работ расплавляются не концы соединяемых металлических проводов, а только припой. Паять надо паяльником с припоем и флюсом. В качестве припоя используют сплав металлов (олово, свинец, сурьма, серебро), которые плавятся при более низкой температуре. Расплавленный паяльником припой растекается, заполняет зазор между металлическими проводами и застывает, образуя прочное неломкое соединение. Пайка надежна не только с механической точки зрения, но и с электрической: переходное сопротивление проводников в распределительной коробке зависит от площади контакта соединяемых частей – чем она больше, тем сопротивление меньше. Это означает, что провода меньше нагреваются, а соединение качественнее.
Учитывая, что последствием плохого контакта может быть пожар, в труднодоступных местах целесообразнее соединять провода именно методом пайки, исключив тем самым возможность их отсоединения. Уместно паять проводники в распределительной коробке и в том случае, если она расположена над подвесным или натяжным потолком.
Что необходимо для пайки
Чтобы спаять медные проводники, понадобятся следующие приспособления, материалы и инструменты:
- Электрический паяльник мощностью от 80 Ватт
- Припой
- Флюс
- Удалитель (нейтрализатор) флюса
- Пассатижи
- Кисточка для нанесения флюса
- ПВХ-изолента
- Термоусадочная трубка подходящего диаметра
- Фен
Паять медные провода можно не только электрическим паяльником, но и другим оборудованием: пропан-горелкой для пайки медных труб, газовой мини-горелкой или газовым паяльником с насадкой для горелки.
Горелка с небольшим факелом удобна тем, что она обеспечивает локальный нагрев скрутки, не повреждая изоляции проводника. Перед использованием электрического паяльника его жало необходимо очистить надфилем или наждачкой от окислов.
В качестве припоя для меди рекомендуется использовать ПОС-60 или аналоги с температурой плавления 190°C.
Флюс убирает окислы металла, способствует лучшему сцеплению припоя и его равномерному растеканию по поверхности. Лучше использовать флюс на водной основе – он не содержит спирта или кислоты, поэтому не требует последующего удаления. Если использовать в этом качестве ортофосфорную кислоту, жидкую канифоль или ЛТИ-120, то средства необходимо удалять с поверхности после работы – иначе они со временем разрушат медные детали.
Процедура пайки
Пайка медных проводов технологически несложно, медь хорошо поддается обработке, не теряя токопроводящих свойств, при этом места соединения прочные. Пайка медных проводов, расположенных в распределительной коробке, происходит в следующей последовательности.
- Провода в распределительной коробке обрезают до необходимой длины – 20–25 см и правильно распределяют по цвету: желто-зеленые – это заземление, синие – ноль, белые (коричневые, красные или черные) – это фаза. При помощи специальных съемников с них удаляют изоляцию, оставляя оголенные концы длиной 4,5–5 см.
- Соединяют провода крест накрест – это необходимо, чтобы скрутка получилась равномерной и плотной. Чтобы сделать скрутку правильно, один провод кладется на другой, для соединения трех проводников первый кладут поверх двух других. Производят скрутку, затем ее обжимают при помощи пассатижей, обрезают лишние хвостики и опять обжимают.
- Перед началом пайки скрутку обильно смачивают флюсом или помещают в него.
- Чтобы спаять провода правильно, скрутку нагревают паяльником или горелкой до тех пор, пока не начнет закипать флюс. Как только флюс начнет закипать, сверху на скрутку кладется припой. Для пайки меди используют припой ПОС-60 или аналоги. При использовании паяльника для соединения проводов его жало располагают снизу скрутки.
- Когда припой расплавится, он под действием сил натяжения растечется и заполнит скрутку, образуя надежное соединение. Красноваты медный цвет проводов приобретет серебристый оттенок.
- Последний шаг – изоляция места соединения. Для этого спаянное место обматывают ПВХ-изолентой начиная от неснятой изоляции. Клеевой слой изоленты со временем высыхает, а сама она может размотаться. Поэтому поверх нее надевается термоусадочная трубка подходящего диаметра, которая прогревается феном до усадки в размерах. Она плотно обжимает изоленту и обеспечивает дополнительную изоляцию.
- Аналогично производится дальнейшая пайка проводов в распределительной коробке – фазных и нулевых.
- После спайки и изоляции скруток провода аккуратно укладывают в распредкоробку и закрывают ее.
Специфика соединения алюминиевых проводов
Последовательность действий при работе с алюминиевыми проводами аналогична вышеописанной, но есть специфические нюансы, которые нужно учитывать.
Спаять алюминиевые жилы технически сложнее в силу особенностей металла. Место соединения при этом менее прочно, чем у медных аналогов.
Алюминий мгновенно сильно окисляется, образуя токонепроводящую пленку. Окислы обязательно удаляют, иначе металл не удастся спаять. Для удаления окислов пользуются цинко-вазелиновыми пастами. Для спайки жил нужен алюминиевый припой, а он более тугоплавок, чем олово, поэтому температура нагрева должна быть выше. В расплавленном виде алюминиевый припой более текуч, чем оловянный. Для работы понадобится химически активный флюс Ф-34 или Ф-64, который может справиться с окислами.
Поскольку алюминий – ломкий металл, для надежности соединения лучше припаивать его к медному проводу одинакового сечения. В этом случае слишком ломкий и хрупкий алюминиевый проводник совместно с гибкой и прочной медной проволокой дает прочное соединение, способное выдерживать нагрузки до 2 кВт. Соединение получается надежным, мягким и неломким. Для пайки алюминия с медью лучше использовать флюс Ф-64 – он сильнее, паяет даже окисленный алюминий.
При соблюдении требований и технических условий спаянное соединение медных или алюминиевых проводов прослужит не одно десятилетие без уменьшения контакта или перегрева места спайки.
electry.ru