
ГОСТ 26805-86 Заклепка трубчатая для односторонней клепки тонколистовых строительных металлоконструкций. Технические условия, ГОСТ от 26 декабря 1985 года №26805-86
ГОСТ 26805-86
Группа Г34
Технические условия
Tubular rivet for one-sided riveting of thin-sheet construction metalworks. Specifications
МКС 21.060.40
ОКП 12 8500
Дата введения 1987-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Центральным научно-исследовательским и проектно-экспериментальным институтом организации, механизации и технической помощи строительству (ЦНИИОМТП) Госстроя СССР, Министерством монтажных и специальных строительных работ СССР
ВНЕСЕН Центральным научно-исследовательским и проектно-экспериментальным институтом организации, механизации и технической помощи строительству (ЦНИИОМТП) Госстроя СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 26.12.85 N 250
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. ПЕРЕИЗДАНИЕ. Декабрь 2004 г.
Настоящий стандарт распространяется на трубчатые алюминиевые заклепки для односторонней клепки защитных оболочек из алюминиевых сплавов для тепловой изоляции трубопроводов и резервуаров.
1. Технические требования
1.1. Заклепки должны изготовляться в соответствии с требованиями настоящего стандарта.
1.2. Размеры заклепок должны соответствовать указанным на черт.1 и в таблице.
Черт.1. Размеры заклепок
1 — головка; 2 — стержень; 3 — отверстие; 4 — конусная часть стержня
Черт.1
Размеры в миллиметрах
Обозначение | Масса 1000 шт., кг | ||||||
|
|
| |||||
| 6,5 | 5,0 |
|
| |||
|
|
| |||||
|
|
| |||||
|
|
|
|
| |||
|
|
| |||||
Пример условного обозначения трубчатой заклепки диаметром 4 мм, длиной 5 мм, длиной конусной части стержня 2 мм:
ТЗ — 4 5 (2) ГОСТ 26805-86
1.3. Заклепки должны изготовляться методом холодной высадки из проволоки диаметром 3,8-4,0 мм из алюминия и алюминиевых сплавов по ГОСТ 14838.
1.4. Поверхность заклепок должна быть чистой, без грата, трещин, надрывов, расслоений материала, пузырей и раковин.
1.5. Предельные отклонения размеров и формы заклепок — по ГОСТ 10304, класс точности С.
1.6. Номинальный диаметр отверстий под заклепки — 4,1 мм.
1.7. При расчете несущей способности заклепки на срез расчетное сопротивление срезу следует принимать по ГОСТ 14838.
1.8. В комплект поставки входит партия заклепок в количестве не менее 500 шт.
2. Правила приемки
2.1. Правила приемки заклепок — по ГОСТ 17769*.
______________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 3269-2009 . — Примечание изготовителя базы данных.
3. Методы контроля
3.1. Поверхность заклепок проверяют визуально — методом сравнения их с образцами-эталонами.
3.2. Отклонения размеров и расположения поверхностей заклепок проверяют предельными калибрами, шаблонами, контрольными матрицами или универсальными измерительными приборами.
3.3. Несущую способность заклепок контролируют на разрывной машине путем испытания образцов, представляющих собой однозаклепочное соединение двух пластин (черт.2). Толщины пластин выбирают по приложению.
Черт.2. Однозаклепочное соединение двух пластин
Черт.2
4. Упаковка, маркировка и хранение
4.1. Упаковка заклепок и маркировка тары — по ГОСТ 18160.
4.2. К каждой упаковке должна быть прикреплена этикетка по ГОСТ 2.601*.
______________
* На территории Российской Федерации документ не действует. Действует ГОСТ 2.601-2006. — Примечание изготовителя базы данных.
4.3. Каждая партия заклепок должна быть снабжена паспортом, в котором указывают:
— номер и дату заполнения документа;
— наименование и адрес изготовителя;
— наименование и условное обозначение продукции;
— номер партии;
— массу партии нетто;
— марку материала заклепки, расчетное сопротивление заклепки срезу и результаты испытаний;
— дату проведения испытаний.
Примечание. Допускается вкладывать паспорт в тару.
4.4. Хранение заклепок — согласно группе условий хранения С по ГОСТ 15150.
5. Указания по применению
5.1. Заклепки устанавливают на стержне, имеющем развальцовочный наконечник (черт.3а).
Черт.3. Развальцовочный наконечник
Черт.3
5.2. Заклепку вместе со стержнем вставляют в отверстие склепываемых листов с плотным прижатием головки заклепки к лицевому листу (черт. 3б), затем стержень с развальцовочным наконечником протягивают сквозь отверстие в теле заклепки, в результате чего формируется головка заклепки с тыльной стороны соединения (черт. 3в).
5.3. Размеры заклепок, соответствующие толщине пакета склепываемых листов, выбирают по приложению.
Приложение (справочное). Размеры заклепок
ПРИЛОЖЕНИЕ
Справочное
В миллиметрах
Толщина склепываемого | Длина стержня | Длина конусной части | ||||
До | 1,0 | включ. | 5,0 | 3,0 | ||
Св. | 1,0 | до | 1,5 | включ. | 2,0 | |
Св. | 1,5 | до | 2,0 | включ. | 1,0 | |
Св. | 2,0 | до | 2,5 | включ. | 6,5 | 3,0 |
Св. | 2,5 | до | 3,0 | включ. | 2,0 | |
Св. | 3,0 | до | 4,0 | включ. | 1,0 | |
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2005
docs.cntd.ru
Заклепки: виды, характеристики
Самый старый и наиболее надежный способ соединения листового материала с помощью заклепок до сих пор используется в наиболее ответственных местах соединения металла. Правильно подобранная заклепка выдерживает нагрузку не хуже сварочного соединения. Для вибраций или знакопеременной нагрузки лучше заклепки еще ничего не придумали.
Виды заклепок
Разновидностей заклепок существует не так много, как может показаться на первый взгляд:
- Простая заклепка общего назначения по ГОСТ 10299 80. Их легко отличить по грибовидной форме, называемой еще системой с замыкающей головкой. Для такой заклепки характерна высокая прочность и стойкость при любых нагрузках;
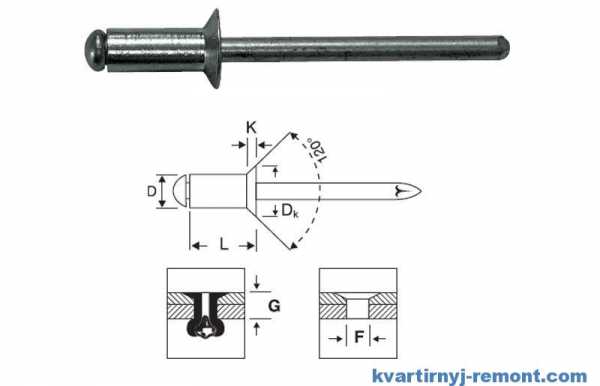
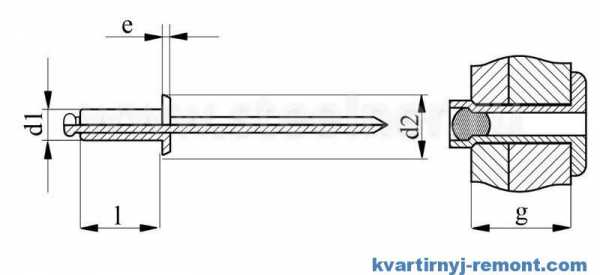
- Заклепка вытяжная, используется для «сшивания» двух листов металла в случаях, когда доступ к соединяемым листам возможен только с одной стороны. Параметры и описание определяются ГОСТ 15973—2005;
- Наиболее технологичными принято считать резьбовые заклепки, они боле удобны в работе и позволяют создавать разборное соединение, DIN 7338.
Важно! Материалы для заклепочного соединения должны обладать определенной пластичностью и вязкостью, поэтому для их изготовления используют малоуглеродистую сталь, медь, алюминиевые деформируемые сплавы.
Применение заклепок
Выбор конкретных параметров и разновидности крепежа определяется тремя основными критериями:
- Обеспечения необходимой прочности соединения, с учетом дополнительных параметров и требований к шву;
- Технологическими возможностями оборудования для работы с конкретным видом заклепочного соединения;
- Экономической целесообразностью использования клепаного соединения;
Резьбовые гайки-заклепки
Способ соединения с помощью резьбовых заклепок сегодня можно назвать самым универсальным. Основная идея соединения заключается в остроумной идее фиксации тела заклепки в клепочном отверстии. Для этих целей используется заклепочник для резьбовых заклепок. Сама резьбовая конструкция представляет собой полую гильзу с внутренней резьбой.
При выполнении соединения эта гильза вставляется в просверленное отверстие и выравнивается таким образом, чтобы соединяемые части плотно прилегали друг к другу. После этого в резьбовое отверстие внутрь заготовки вкручивается стержень заклепочника. Передняя стенка гильзы фиксируется опорной поверхностью инструмента, не давая заклепке выйти из отверстия. Чтобы расклепать гильзу, стержень заклепочника перемещается с большим усилием в сторону опорной поверхности. Гильза при этом сминается и осаживается, тем самым образуя прочное неподвижное соединение.

Стержень заклепочника свободно выворачивается из тела втулки. Чаще всего применяются заклепки алюминиевые, латунные или медные. Использование последних ограничено высокой стоимостью, поэтому они устанавливаются в тех случаях, когда нужно обеспечить хороший электрический контакт между соединяемыми поверхностями.

К достоинствам резьбового заклепочного соединения относят ее «малотравматичность». При работе стержня заклепочника соединяемый металл не испытывает больших нагрузок или деформаций. Резьбовой втулкой легко соединять тонкостенный металл или профиль сложной конфигурации. Такой крепеж широко используется в сборке бытовой техники, в соединении отдельных узлов облицовки автомобилей, при изготовлении различного рода конструкций из профнастила.

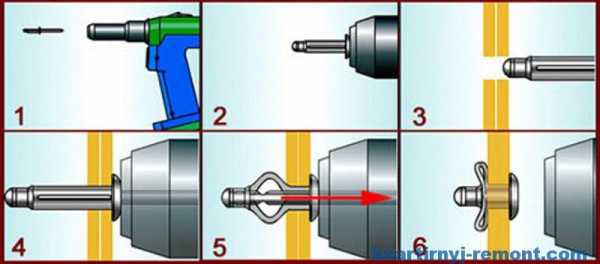
Вытяжные заклепки
Недостатком резьбовых видов клепки является их высокая стоимость и относительно небольшая скорость выполнения соединений. Поэтому для случаев, когда соединяемые листы металла, профиля требуется соединить с использованием нескольких сотен или тысяч точек, применяют вытяжной вид заклепки.

Это могут быть стальные, латунные метизы, заклепки из алюминия, сплавов алюминия и кремния. В отличие от резьбовой, в вытяжной схеме деформация гильзы осуществляется с помощью стержня с утолщением на конце, запрессованного внутрь тела крепежной втулки. Как и в предыдущем случае, чтобы осадить тело заклепки, ее торец упирают в опорную поверхность заклепочника, после выравнивания центральный стержень с усилием вытягивают на несколько миллиметров. В результате стенки гильзы деформируются, образуя достаточно прочное неразъемное соединение. Хвостовик стержня чаще всего обламывается или обрезается по уровню среза гильзы.


Классическая конструкция заклепки
Основным метизом для клепки листов в машиностроении считаются заклепки стальные, нормированные требованиями еще советского ГОСТа 10299 80. Они чаще всего соединяют высоконагруженные стальные конструкции, используемые в строительном деле. Например, в каркасах и опорных сборках. Преимуществом классической формы является возможность соединения двух листовых поверхностей толщиной более 30 мм.

В отдельных случаях ГОСТ 10299 80 допускает соединение сборки до 35 мм. В отличие от предыдущих видов заклепок, классическую заклепку устанавливают только при наличии опорной поверхности с обратной стороны плоскости соединения. Это необходимо для компенсации ударной нагрузки по заклепочному хвостовику.
Технология клепки выполняется в следующем порядке:
- Линию, по которой будет осуществляться установка заклепочного соединения, размечают точками под сверловку отверстий в соединяемом металле.
- Листы металла фиксируют с помощью механических приспособлений типа струбцин или даже точечной сваркой. Выполняют сверление крайних точек установки крепежа, в которые вставляют центрирующие металлические штифты. При этом диаметр отверстий выбирают в соответствии с рекомендациями ГОСТ 10299 80 примерно на 10% больше диаметра тела хвостовика.
- В просверленное отверстие вставляется метиз таким образом, чтобы головка находилась с обратной стороны соединяемой поверхности. Длина крепежа также выбирается в соответствии с ГОСТ 10299 80. Это обеспечит формирование второй головки из хвостовика нормальных размеров после его расклепывания молотком или электрическим ударником.

При выборе более тонкого по диаметру стержня его прочности может не хватить для жесткого соединения. В этом случае перерезающее усилие в радиальном направлении способно оборвать по очереди большую часть соединений. После расклепывания металл крепежа должен полностью заполнить отверстия с небольшим натягом.
Не следует пренебрегать рекомендациями ГОСТа 10299 80 при выборе длины хвостовика крепежа. Слишком длинный хвостовик помешает правильной деформации и осаживанию металла. Слишком короткий не обеспечит образование второй головки необходимых размеров и прочности.
Для увеличения пластичности заклепки из определенных марок стали могут перед установкой разогреваться до высокой температуры с проковкой головок и закалкой крепежа. Заклепки алюминиевые, медные, латунные перед установкой могут проходить обработку специальными жидкостями, предупреждающими развитие электрохимической коррозии.
Заключение
Несмотря на значительную трудоемкость установки и некоторую архаичность заклепочного крепежа, клепаное соединение до сих пор широко применяется в конструкциях самолетов, судов, железнодорожных мостов. Поэтому в ближайшие 20-30 лет характер и способ использования заклепочного соединения, скорее всего, не изменится.
bouw.ru
Трубчатая заклепка — Большая Энциклопедия Нефти и Газа, статья, страница 1
Трубчатая заклепка
Cтраница 1
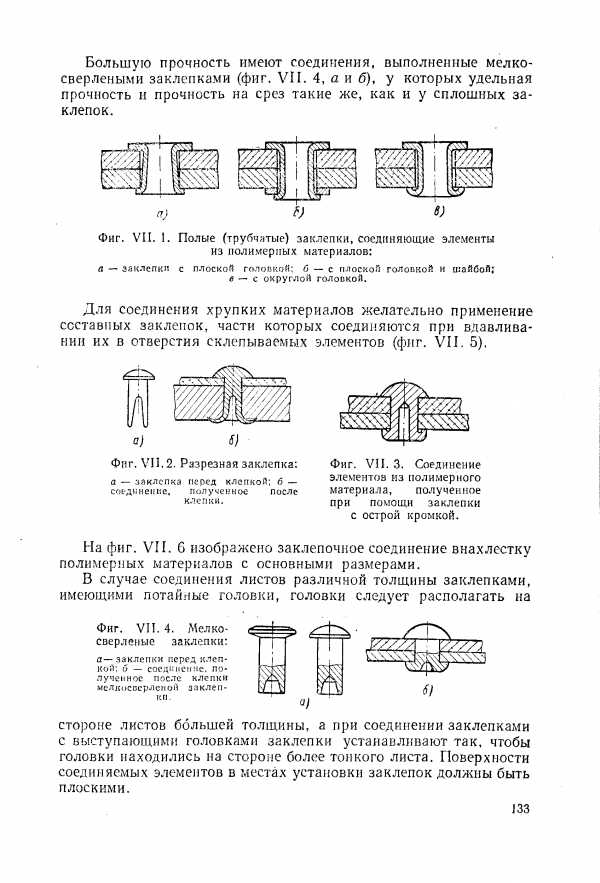
Трубчатые заклепки применяют для склепывания соединений, несущих небольшие нагрузки. [2]
Применение трубчатых заклепок ( рис. 6 — 3, в и г) также предохраняет брусок от повреждений при ударах во время расклепывания. Трубчатые заклепки представляют собой отрезки трубок с развальцованной закладной головкой. Иногда головка заранее не делается, а образуется при склепывании. Для равномерного и сильного обжатия бруска накладками развальцовку нужно производить под прессом. [4]
Замыкающую головку трубчатых заклепок выполняют развалыговыванием или осадкой на прессах. [6]
Замыкающую головку трубчатых заклепок выполняют развальцовыванием или осадкой на прессах. [7]
При применении трубчатых заклепок пользуются приспособлениями, показанными на фиг. [9]
Замыкающая головка трубчатых заклепок выполняется осадкой или развальцовкой. [10]
Все виды трубчатых заклепок поддаются дополнительному уплотнению изнутри, с целью увеличить плотность прилегания стержня заклепки к стенкам отверстия и тем самым повысить прочность соединения на срез. [12]
Наиболее часто используются трубчатые заклепки. Головка такой заклепки может быть и плоской ( ВАЗ, АЗЛК, МТЗ и др.), и конусной; последняя форма считается предпочтительнее. Некоторые геометрические размеры заклепочного соединения, рекомендуемые фирмой Феродо ( Франция), были приведены на рис. 1.12, а. Здесь D зависит от толщины Я накладки. [13]
Иваряде конструкций применяются трубчатые заклепки больших разменов исполь зУмые как оси. О ортовка концов такой оси ОЬиг 232 а) при большой толщине ее стенок требует значи тельных усилий. В таких случаях развальцовку концов трубча той оси целесообразно производить под прессу по схеме фиг. [14]
Образование замыкающей головки трубчатых заклепок и заклепок из цветных металлов и сплавов обычно осуществляют в холодном состоянии. [15]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Заклепка трубчатая для односторонней клепки тонколистовых строительных металлоконструкций. Технические условия
ГОСТ 26805-86
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЗАКЛЕПКА ТРУБЧАТАЯ
ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ
ТОНКОЛИСТОВЫХ СТРОИТЕЛЬНЫХ
МЕТАЛЛОКОНСТРУКЦИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЗАКЛЕПКА ТРУБЧАТАЯ ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ Технические условия Tubular rivet for one-sided
riveting of thin-sheet construction metalworks. | ГОСТ |
Дата введения 01.01.87
Настоящий стандарт распространяется на трубчатые алюминиевые заклепки для односторонней клепки защитных оболочек из алюминиевых сплавов для тепловой изоляции трубопроводов и резервуаров.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Заклепки должны изготовляться в соответствии с требованиями настоящего стандарта.1.2. Размеры заклепок должны соответствовать указанным на черт. 1 и в таблице.
1 — головка; 2 — стержень; 3 — отверстие; 4 — конусная часть стержня
Черт. 1
Размеры в миллиметрах
Обозначение | L | l | h | Масса 1000 шт., кг |
ТЗ-4´5(1) | 6,5 | 5,0 | 1 | 0,202 |
ТЗ-4´5(2) | 2 | 0,180 | ||
ТЗ-4´5(3) | 3 | 0,175 | ||
ТЗ-4´6,5(1) | 8,0 | 6,5 | 1 | 0,220 |
ТЗ-4´6,5(2) | 2 | 0,205 | ||
ТЗ-4´6,5(3) | 3 | 0,195 |
Пример условного обозначения трубчатой заклепки диаметром 4 мм, длиной 5 мм, длиной конусной части стержня 2 мм:
ТЗ-4´5 (2) ГОСТ 26805-86
1.3. Заклепки должны изготовляться методом холодной высадки из проволоки диаметром 3,8-4,0 мм из алюминия и алюминиевых сплавов по ГОСТ 14838.
1.4. Поверхность заклепок должна быть чистой, без грата, трещин, надрывов, расслоений материала, пузырей и раковин.
1.5. Предельные отклонения размеров и формы заклепок — по ГОСТ 10304, класс точности С.
1.6. Номинальный диаметр отверстий под заклепки — 4,1 мм.
1.7. При расчете несущей способности заклепки на срез расчетное сопротивление срезу принимать по ГОСТ 14838.
1.8. В комплект поставки входит партия заклепок в количестве не менее 500 шт.
2. ПРАВИЛА ПРИЕМКИ
2.1 Правила приемки заклепок — по ГОСТ 17769.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Поверхность заклепок проверяют визуально — методом сравнения их с образцами-эталонами.
3.2. Отклонения размеров и расположения поверхностей заклепок проверяют предельными калибрами, шаблонами, контрольными матрицами или универсальными измерительными приборами.
3.3. Несущую способность заклепок контролируют на разрывной машине путем испытания образцов, представляющих собой однозаклепочное соединение двух пластин (черт. 2). Толщины пластин выбирают по справочному приложению.
Черт. 2
4. УПАКОВКА, МАРКИРОВКА И ХРАНЕНИЕ
4.1. Упаковка заклепок и маркировка тары — по ГОСТ 18160.
4.2. К каждой упаковке должна быть прикреплена этикетка по ГОСТ 2.601.
4.3. Каждая партия заклепок должна быть снабжена паспортом, в котором указывают:
— номер и дату заполнения документа;
— наименование и адрес изготовителя;
— наименование и условное обозначение продукции;
— номер партии;
— массу партии нетто;
— марку материала заклепки, расчетное сопротивление заклепки срезу и результаты испытаний;
— дату проведения испытаний.
Примечание. Допускается вкладывать паспорт в тару.
4.4. Хранение заклепок — по группе условий хранения С по ГОСТ 15150.
5. УКАЗАНИЯ ПО ПРИМЕНЕНИЮ
5.1. Заклепки устанавливают на стержне, имеющем развальцовочный наконечник (черт. 3а).
5.2. Заклепку вместе со стержнем вставляют в отверстие склепываемых листов с плотным прижатием головки заклепки к лицевому листу (черт. 3б), затем стержень с развальцовочным наконечником протягивают сквозь отверстие в теле заклепки, в результате чего формируется головка заклепки с тыльной стороны соединения (черт. 3в).
5.3. Размеры заклепок, соответствующие толщине пакета склепываемых листов, выбирают по справочному приложению.
Черт. 3
ПРИЛОЖЕНИЕ
Справочное
РАЗМЕРЫ ЗАКЛЕПОК
В миллиметрах
Толщина склепываемого пакета листов | Длина стержня заклепки l | Длина конусной части стержня заклепки h |
До 1,0 включ. | 5,0 | 3,0 |
Св. 1,0 до 1,5 включ. | 2,0 | |
Св. 1,5 до 2,0 включ. | 1,0 | |
Св. 2,0 до 2,5 включ. | 6,5 | 3,0 |
Св. 2,5 до 3,0 включ. | 2,0 | |
Св. 3,0 до 4,0 включ. | 1,0 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1 РАЗРАБОТАН Центральным научно-исследовательским и проектно-экспериментальным институтом организации, механизации и технической помощи строительству (ЦНИИОМТП) Госстроя СССР Министерством монтажных и специальных строительных работ СССР
ВНЕСЕН Центральным научно-исследовательским и проектно-экспериментальным институтом организации, механизации и технической помощи строительству (ЦНИИОМТП) Госстроя СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 26.12.85 г. № 250
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5.ПЕРЕИЗДАНИЕ. Декабрь 2004 г.
СОДЕРЖАНИЕ
1 Технические требования 2 Правила приемки 3 Методы контроля 4 Упаковка, маркировка и хранение 5 Указания по применению Приложение Размеры заклепок |
standartgost.ru
ГОСТ 26805-86 Заклепка трубчатая для односторонней клепки тонколистовых строительных металлоконструкций. Технические условия
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЗАКЛЕПКА ТРУБЧАТАЯ ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ ТОНКОЛИСТОВЫХ СТРОИТЕЛЬНЫХ МЕТАЛЛОКОНСТРУКЦИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 26805-86
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА
Москва
РАЗРАБОТАН Центральным научно-исследовательским и проектно-экспериментальным институтом организации, механизации и технической помощи строительству (ЦНИИОМТП) Госстроя СССР Министерством монтажных и специальных строительных работ СССР
ИСПОЛНИТЕЛИ
Р. А. Каграманов, канд. техн. наук; Ю. К, Жебелев, канд. техн. наук; В. В. Иванников, канд. техн. наук; В. В. Баконин
ВНЕСЕН Центральным научно-исследовательским и проектно-экспериментальным институтом организации, механизации и технической помощи строительству (ЦНИИОМТП) Госстроя СССР
Директор Е. А. Долгинин
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 26 декабря 1985 г. № 250
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ЗАКЛЕПКА ТРУБЧАТАЯ ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ ТОНКОЛИСТОВЫХ СТРОИТЕЛЬНЫХ МЕТАЛЛОКОНСТРУКЦИЙ Технические условия Tubular rivet for one-sided riveting of thin-sheet construction metalworks. Specifications |
ГОСТ 26805-86 |
Постановлением Государственного комитета СССР по делам строительства от 26 декабря 1985 г. № 250 срок введения установлен
с 01.01.87
Настоящий стандарт распространяется на трубчатые алюминиевые заклепки для односторонней клепки защитных оболочек из алюминиевых сплавов для тепловой изоляции трубопроводов и резервуаров.
1.1. Заклепки должны изготовляться в соответствии с требованиями настоящего стандарта.
1.2. Размеры заклепок должны соответствовать указанным на черт. 1 и в таблице.

1 — головка; 2 — стержень; 3 — отверстие; 4 — конусная часть стержня
Черт. 1
|
Обозначение |
Размеры, мм |
Масса 1000 шт., кг |
||
|
L |
l |
h |
||
|
ТЗ-4 ´ 5(1) |
1 |
0,202 |
||
|
ТЗ-4 ´ 5(2) |
6,5 |
5,0 |
2 |
0,180 |
|
ТЗ-4 ´ 5(3) |
3 |
0,175 |
||
|
ТЗ-4 ´ 6,5(1) |
1 |
0,220 |
||
|
ТЗ-4 ´ 6,5(2) |
8,0 |
6,5 |
2 |
0,205 |
|
ТЗ-4 ´ 6,5(3) |
3 |
0,195 |
||
Пример условного обозначения трубчатой заклепки ТЗ диаметром 4 мм, длиной 5 мм, длиной конусной части стержня 2 мм:
ТЗ-4 ´ 5 (2) ГОСТ 26805-86
1.3. Заклепки должны изготовляться методом холодной высадки из проволоки диаметром 3,8-4,0 мм из алюминия и алюминиевых сплавов по ГОСТ 14838-78.
1.4. Поверхность заклепок должна быть чистой, без грата, трещин, надрывов, расслоений материала, пузырей и раковин.
1.5. Предельные отклонения размеров и формы заклепок — по ГОСТ 10304-80, класс точности С.
1.6. Номинальный диаметр отверстий под заклепки — 4,1 мм.
1.7. При расчете несущей способности заклепки на срез расчетное сопротивление срезу принимать по ГОСТ 14838-78.
1.8. В комплект поставки входит партия заклепок в количестве не менее 500 шт.
2.1 Правила приемки заклепок — по ГОСТ 17769-83.
3.1. Поверхность заклепок проверяют визуально — методом сравнения их с образцами-эталонами.
3.2. Отклонения размеров и расположения поверхностей заклепок проверяют предельными калибрами, шаблонами, контрольными матрицами или универсальными измерительными приборами.
3.3. Несущую способность заклепок контролируют на разрывной машине путем испытания образцов, представляющих собой однозаклепочное соединение двух пластин (черт. 2). Толщины пластин выбирают по справочному приложению.
Черт. 2
4.1. Упаковка заклепок и маркировка тары — по ГОСТ 18160-72.
4.2. К каждой упаковке должна быть прикреплена этикетка по ГОСТ 2.601-68.
4.3. Каждая партия заклепок должна быть снабжена паспортом, в котором указывают:
номер и дату заполнения документа;
наименование и адрес изготовителя;
наименование и условное обозначение продукции;
номер партии;
массу партии нетто;
марку материала заклепки, расчетное сопротивление заклепки срезу и результаты испытаний;
дату проведения испытаний.
Примечание. Допускается вкладывать паспорт в тару.
4.4. Хранение заклепок — по группе условий хранения С ГОСТ 15150-69.
5.1. Заклепки устанавливают на стержне, имеющем развальцовочный наконечник (черт. 3а).
5.2. Заклепку вместе со стержнем вставляют в отверстие склепываемых листов с плотным прижатием головки заклепки к лицевому листу (черт. 3б), затем стержень с развальцовочным наконечником протягивают сквозь отверстие в теле заклепки, в результате чего формируется головка заклепки с тыльной стороны соединения (черт. 3в).
Черт. 3
5.3. Размеры заклепок, соответствующие толщине пакета склепываемых листов, выбирают по справочному приложению.
|
Толщина склепываемого пакета листов |
Длина стержня заклепки l |
Длина конусной части стержня заклепки h |
|
До 1,0 включ. |
5,0 |
3,0 |
|
Св. 1,0 до 1,5 |
5,0 |
2,0 |
|
» 1,5 » 2,0 » |
5,0 |
1,0 |
|
» 2,0 » 2,5 » |
6,5 |
3,0 |
|
» 2,5 » 3,0 » |
6,5 |
2,0 |
|
» 3,0 » 4,0 » |
6,5 |
1,0 |
Еще документы скачать бесплатно
www.gosthelp.ru
Трубчатая заклепка — Большая Энциклопедия Нефти и Газа, статья, страница 4
Трубчатая заклепка
Cтраница 4
Применение трубчатых заклепок ( рис. 6 — 3, в и г) также предохраняет брусок от повреждений при ударах во время расклепывания. Трубчатые заклепки представляют собой отрезки трубок с развальцованной закладной головкой. Иногда головка заранее не делается, а образуется при склепывании. Для равномерного и сильного обжатия бруска накладками развальцовку нужно производить под прессом. [46]
Если невозможно подвести клепальный инструмент для формиро-вдния замыкающей головки ( например, у заклепок, входящих во внутренние полости), то применяют закладные заклепки, устанавливаемые и замыкаемые с одной стороны. Обычно это трубчатые заклепки, прошиваемые пуансоном. [48]
В таких случаях применяют закладные заклепки, устанавливаемые и замыкаемые с одной стороны. Обычно это трубчатые заклепки, прошиваемые пуансоном. [50]
Если невозможно подвести клепальный инструмент для формиро-вания замыкающей головки ( например, у заклепок, входящих во внутренние полости), то применяют закладные заклепки, устанавливаемые и замыкаемые с одной стороны. Обычно это трубчатые заклепки, прошиваемые пуансоном. [52]
На рис. 6.11 6 внизу показана измененная конструкция вкладыша, в которой уголки заменены пластинками / с отогнутыми краями для предохранения петли провода от расползания при прижиме винтом. Из рисунка видно, что соединение контактов выполнено с помощью трубчатых заклепок. По сравнению с резьбовыми это соединение легче поддается автоматизации. [53]
Приспособление компактно; его устанавливают на столе пресса, шток которого создает рабочее усиление на верхнюю крышку. Таким же методом в ряде случаев производят клепку лент феродо медными трубчатыми заклепками ( фиг. [54]
В станине генератора типа МПТ-99 / 47А смонтировано восемь главных 14 и восемь дополнительных 16 полюсов. Главный полюс состоит из сердечника, набранного из отдельных листов железа 28, спрессованных и стянутых специальными трубчатыми заклепками 29, и катушки. Комплект катушки состоит из металлического каркаса, изоляционных ( верхних и нижних) рамок 31 и самой катушки. [55]
Обычно применяют трубчатые заклепки, для деформации которых требуются меньшие усилия. [57]
Внимательно осмотрев пружинные пластины ведомого диска, следует проверить, нет ли на них трещин, глубоких царапин по наружному контуру и около отверстий. Затем вставив латунные трубчатые заклепки 2 так, чтобы их головки располагались с наружной стороны фрикционной накладки /, следует аккуратно расклепать их при помощи оправки ( см. рис. 161), или на клепальном станке со стороны пружинных пластин. При этом зенкованные отверстия одной накладки должны совпадать с незенкованными отверстиями другой. [58]
Замыкающую головку заклепок образуют ударами и давлением. Предпочтительна клепка давлением ( прессовая клепка), как более качественнаяГ Она бесшумна и не вызывает вредных для автоматических устройств ( АУ) сотрясений. Замыкающие головки трубчатых заклепок получают развальцовкой. Недавно предложен орбитальный метод клепки, при котором замыкающую головку образуют давлением и раскатыванием. В процессе работы пуансон покачивается, что снижает усилие клепки, улучшает ее качество, но несколько снижает производительность. [59]
Сердечник набран, из штампованных листов железа. Крайние листы, по два с каждой стороны, имеют толщину большую, чем остальные. Листы спрессованы и стянуты четырьмя трубчатыми заклепками 47, развальцованными с обеих сторон. В прямоугольное отверстие, проходящее в середине сердечника, запрессован сплошной стержень 48, в котором нарезаны три отверстия для крепления полюса к остову. [60]
Страницы: 1 2 3 4 5
www.ngpedia.ru
ГОСТ 26805-86 Заклепка трубчатая для односторонней клепки тонколистовых строительных металлоконструкций. Технические условия
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЗАКЛЕПКА ТРУБЧАТАЯ ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ ТОНКОЛИСТОВЫХ СТРОИТЕЛЬНЫХ МЕТАЛЛОКОНСТРУКЦИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 26805-86
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА
Москва
РАЗРАБОТАН Центральным научно-исследовательским и проектно-экспериментальным институтом организации, механизации и технической помощи строительству (ЦНИИОМТП) Госстроя СССР Министерством монтажных и специальных строительных работ СССР
ИСПОЛНИТЕЛИ
Р. А. Каграманов, канд. техн. наук; Ю. К, Жебелев, канд. техн. наук; В. В. Иванников, канд. техн. наук; В. В. Баконин
ВНЕСЕН Центральным научно-исследовательским и проектно-экспериментальным институтом организации, механизации и технической помощи строительству (ЦНИИОМТП) Госстроя СССР
Директор Е. А. Долгинин
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 26 декабря 1985 г. № 250
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ЗАКЛЕПКА ТРУБЧАТАЯ ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ ТОНКОЛИСТОВЫХ СТРОИТЕЛЬНЫХ МЕТАЛЛОКОНСТРУКЦИЙ Технические условия Tubular rivet for one-sided riveting of thin-sheet construction metalworks. Specifications |
ГОСТ 26805-86 |
Постановлением Государственного комитета СССР по делам строительства от 26 декабря 1985 г. № 250 срок введения установлен
с 01.01.87
Настоящий стандарт распространяется на трубчатые алюминиевые заклепки для односторонней клепки защитных оболочек из алюминиевых сплавов для тепловой изоляции трубопроводов и резервуаров.
1.1. Заклепки должны изготовляться в соответствии с требованиями настоящего стандарта.
1.2. Размеры заклепок должны соответствовать указанным на черт. 1 и в таблице.
1 — головка; 2 — стержень; 3 — отверстие; 4 — конусная часть стержня
Черт. 1
|
Обозначение |
Размеры, мм |
Масса 1000 шт., кг |
||
|
L |
l |
h |
||
|
ТЗ-4 ´ 5(1) |
1 |
0,202 |
||
|
ТЗ-4 ´ 5(2) |
6,5 |
5,0 |
2 |
0,180 |
|
ТЗ-4 ´ 5(3) |
3 |
0,175 |
||
|
ТЗ-4 ´ 6,5(1) |
1 |
0,220 |
||
|
ТЗ-4 ´ 6,5(2) |
8,0 |
6,5 |
2 |
0,205 |
|
ТЗ-4 ´ 6,5(3) |
3 |
0,195 |
||
Пример условного обозначения трубчатой заклепки ТЗ диаметром 4 мм, длиной 5 мм, длиной конусной части стержня 2 мм:
ТЗ-4 ´ 5 (2) ГОСТ 26805-86
1.3. Заклепки должны изготовляться методом холодной высадки из проволоки диаметром 3,8-4,0 мм из алюминия и алюминиевых сплавов по ГОСТ 14838-78.
1.4. Поверхность заклепок должна быть чистой, без грата, трещин, надрывов, расслоений материала, пузырей и раковин.
1.5. Предельные отклонения размеров и формы заклепок — по ГОСТ 10304-80, класс точности С.
1.6. Номинальный диаметр отверстий под заклепки — 4,1 мм.
1.7. При расчете несущей способности заклепки на срез расчетное сопротивление срезу принимать по ГОСТ 14838-78.
1.8. В комплект поставки входит партия заклепок в количестве не менее 500 шт.
2.1 Правила приемки заклепок — по ГОСТ 17769-83.
3.1. Поверхность заклепок проверяют визуально — методом сравнения их с образцами-эталонами.
3.2. Отклонения размеров и расположения поверхностей заклепок проверяют предельными калибрами, шаблонами, контрольными матрицами или универсальными измерительными приборами.
3.3. Несущую способность заклепок контролируют на разрывной машине путем испытания образцов, представляющих собой однозаклепочное соединение двух пластин (черт. 2). Толщины пластин выбирают по справочному приложению.
Черт. 2
4.1. Упаковка заклепок и маркировка тары — по ГОСТ 18160-72.
4.2. К каждой упаковке должна быть прикреплена этикетка по ГОСТ 2.601-68.
4.3. Каждая партия заклепок должна быть снабжена паспортом, в котором указывают:
номер и дату заполнения документа;
наименование и адрес изготовителя;
наименование и условное обозначение продукции;
номер партии;
массу партии нетто;
марку материала заклепки, расчетное сопротивление заклепки срезу и результаты испытаний;
дату проведения испытаний.
Примечание. Допускается вкладывать паспорт в тару.
4.4. Хранение заклепок — по группе условий хранения С ГОСТ 15150-69.
5.1. Заклепки устанавливают на стержне, имеющем развальцовочный наконечник (черт. 3а).
5.2. Заклепку вместе со стержнем вставляют в отверстие склепываемых листов с плотным прижатием головки заклепки к лицевому листу (черт. 3б), затем стержень с развальцовочным наконечником протягивают сквозь отверстие в теле заклепки, в результате чего формируется головка заклепки с тыльной стороны соединения (черт. 3в).

Черт. 3
5.3. Размеры заклепок, соответствующие толщине пакета склепываемых листов, выбирают по справочному приложению.
|
Толщина склепываемого пакета листов |
Длина стержня заклепки l |
Длина конусной части стержня заклепки h |
|
До 1,0 включ. |
5,0 |
3,0 |
|
Св. 1,0 до 1,5 |
5,0 |
2,0 |
|
» 1,5 » 2,0 » |
5,0 |
1,0 |
|
» 2,0 » 2,5 » |
6,5 |
3,0 |
|
» 2,5 » 3,0 » |
6,5 |
2,0 |
|
» 3,0 » 4,0 » |
6,5 |
1,0 |
Похожие документы
znaytovar.ru