
Чистота обработанной поверхности — Энциклопедия wiki.MPlast.by
PRO: НЕФТЬ | ПОЛИМЕРЫ | КОМПОЗИТЫ | УПАКОВКА | 3D-ПЕЧАТЬ И НЕ ТОЛЬКО С 2010 ГОДА!
Помощь другим — лучший способ помочь себе! Помоги себе СЕГОДНЯ!)Понятие о чистоте поверхности.
После фрезерования, как и после любой другой механической обработки, поверхности не являются абсолютно гладкими. На них всегда имеются неровности в виде чередующихся впадин и гребешков разной формы и размеров. Эти неровности получаются от воздействия режущих граней фрезы на поверхность и характеризуют чистоту ее обработки.
Неровности, получающиеся после грубой обработки, например, после фрезерования с большой подачей, видны невооруженным глазом и легко ощутимы пальцем.
Чистотой обработанной поверхности называют степень ее гладкости, определяемую величиной гребешков, впадин и других неровностей, получающихся после обработки.
Для оценки чистоты обработанной поверхности в Советском Союзе действовал Государственный общесоюзный стандарт на чистоту (шероховатость) поверхности. Согласно этому стандарту в зависимости от величины неровностей (высоты гребешков и глубины впадин) чистота поверхности делится на классы, каждому из которых соответствует цифра со знаком чистоты в виде одного треугольника впереди. Это обозначение проставляется в чертеже детали на подлежащей обработке поверхности. Всего в СССР установлено 14 классов чистоты поверхности, характеризующихся средней высотой неровностей Нср. На рис. 7 показан профиль сечения обработанной поверхности с неровностями (гребешками и впадинами).
При фрезеровании могут быть достигнуты следующие классы чистоты:
- 1, 2 и 3-й классы (∇1, ∇2 и ∇3), характеризующие грубые поверхности, получаемые в результате предварительного (чернового) фрезерования;
- 4, 5 и 6-й классы (∇4, ∇5 и ∇6), характеризующие чистые поверхности, получаемые в результате получистового и чистового (окончательного) фрезерования;
- 7, 8 и 9-й классы (∇ 7, ∇8 и ∇9
Контроль чистоты поверхности осуществляется путем сравнения проверяемой поверхности с образцами (эталонами) или с помощью специальных приборов.
В производственных условиях при контроле чистоты поверхности, полученной фрезерованием, применяют образцы, изготовленные для 4, 5, 6 и 7-го классов чистоты (рис. 8). Образец прикладывают к обработанной поверхности и сравнивают, что дает возможность определить чистоту поверхности до 7-го класса в пределах ошибки на один класс.
Применение лупы с 5—10-кратным увеличением дает возможность сравнивать поверхности примерно до 8—9-го классов чистоты с той же погрешностью в пределах одного класса.
Автор: С. В. Аврутин
Дата в источнике: 1962г
23 июля, 2018
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter
Твитнуть
МЕТКИ деревообработкаметаллообработкаоборудованиетехнологии
Последние новости Науки и Технологий
Популярно в Энциклопедии и Библиотеке
- Новые материалы
- Все
- Новости
- Энциклопедия
- Литература
-
Разрешение споров в полимерной отрасли: руководство по работе с юридическими фирмами и арбитражными судами
Новости — 30. 04.2023 — 11:28
04.2023 — 11:28
-
Искусственная волна: определение, применение и технологии
-
Армированные манжеты: особенности и назначение
Новости — 27.04.2023 — 13:05 -
Рейтинговое агентство «Эксперт РА» подтвердило кредитоспособность банка «ЦентроКредит»
Новости — 26.04.2023 — 16:15 -
Экспорт поликарбоната из Южной Кореи в Россию снизился в марте до минимума с ноября 2022 года
Новости — 26.04.2023 — 14:56 -
Мнение: как выбрать гибкую черепицу
Новости — 26.04.2023 — 12:26 -
Применение полимеров в оборудовании: особенности и примеры
Новости — 24.04.2023 — 18:38 -
Как полимеры помогают сохранить женское здоровье: новые возможности в здравоохранении?
Новости — 24. 04.2023 — 17:58
04.2023 — 17:58
-
Полимеры и смартфоны Xiaomi: как синергия двух индустрий меняет мир электроники
Новости — 21.04.2023 — 13:48 -
Фильтры Donaldson: назначение, преимущества и недостатки в полимерной промышленности и не только
Новости — 18.04.2023 — 18:45 -
Как знание английского языка помогает специалистам полимерной индустрии?
Новости — 18.04.2023 — 15:01 -
Скинали для кухни и другие области применения полимеров в современной кухне
Новости — 17.04.2023 — 14:25 -
Как выбрать правильные дезинфицирующие средства для обеспечения санитарной безопасности на предприятии
Новости — 10.04.2023 — 15:03 -
Как это работает: аренда виброплиты
Новости — 10. 04.2023 — 14:28
04.2023 — 14:28
-
Сварочное оборудование: инверторы, полуавтоматы (специфика работы и преимущества аренды)
Новости — 10.04.2023 — 10:47 -
Особенности выполнения демонтажа асфальтобетона
Новости — 04.04.2023 — 16:47 -
Как полимеры помогают доставке цветов?
Новости — 04.04.2023 — 11:28 -
Как это работает: применение грузоподъемных механизмов
Новости — 31.03.2023 — 11:41 -
Абразивные губки: виды, назначение, применение
Новости — 27.03.2023 — 13:06 -
Ликбез: резцы для токарной обработки металлов
Новости — 27.03.2023 — 10:20
-
Разрешение споров в полимерной отрасли: руководство по работе с юридическими фирмами и арбитражными судами
Новости — 30. 04.2023 — 11:28
04.2023 — 11:28
-
Искусственная волна: определение, применение и технологии
Новости — 27.04.2023 — 19:27 -
Армированные манжеты: особенности и назначение
Новости — 27.04.2023 — 13:05 -
Рейтинговое агентство «Эксперт РА» подтвердило кредитоспособность банка «ЦентроКредит»
Новости — 26.04.2023 — 16:15 -
Экспорт поликарбоната из Южной Кореи в Россию снизился в марте до минимума с ноября 2022 года
Новости — 26.04.2023 — 14:56 -
Мнение: как выбрать гибкую черепицу
Новости — 26.04.2023 — 12:26 -
Применение полимеров в оборудовании: особенности и примеры
Новости — 24. 04.2023 — 18:38
04.2023 — 18:38
-
Как полимеры помогают сохранить женское здоровье: новые возможности в здравоохранении?
Новости — 24.04.2023 — 17:58 -
Полимеры и смартфоны Xiaomi: как синергия двух индустрий меняет мир электроники
Новости — 21.04.2023 — 13:48 -
Фильтры Donaldson: назначение, преимущества и недостатки в полимерной промышленности и не только
Новости — 18.04.2023 — 18:45 -
Как знание английского языка помогает специалистам полимерной индустрии?
Новости — 18.04.2023 — 15:01 -
Скинали для кухни и другие области применения полимеров в современной кухне
Новости — 17. 04.2023 — 14:25
04.2023 — 14:25
-
Как выбрать правильные дезинфицирующие средства для обеспечения санитарной безопасности на предприятии
-
Как это работает: аренда виброплиты
Новости — 10.04.2023 — 14:28 -
Сварочное оборудование: инверторы, полуавтоматы (специфика работы и преимущества аренды)
Новости — 10.04.2023 — 10:47 -
Особенности выполнения демонтажа асфальтобетона
Новости — 04.04.2023 — 16:47 -
Как полимеры помогают доставке цветов?
Новости — 04.04.2023 — 11:28 -
Как это работает: применение грузоподъемных механизмов
Новости — 31.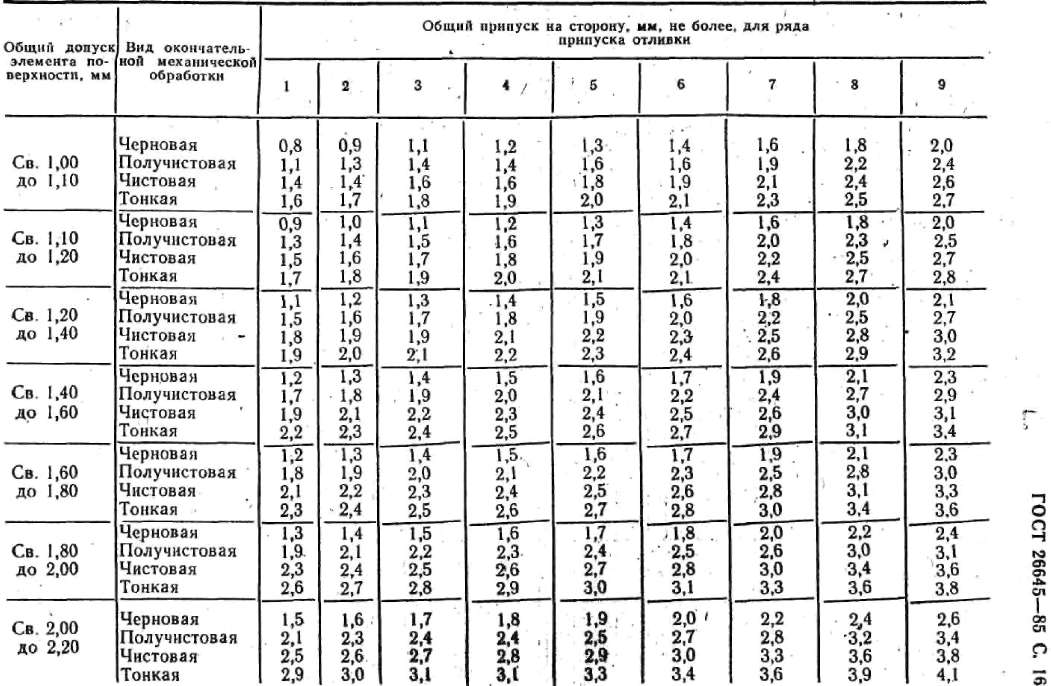 03.2023 — 11:41
03.2023 — 11:41
-
Абразивные губки: виды, назначение, применение
Новости — 27.03.2023 — 13:06 -
Ликбез: резцы для токарной обработки металлов
Новости — 27.03.2023 — 10:20
-
Как выбрать 3D принтер (Дмитрий Горьков), 2017 год
Библиотека — 05.09.2017 — 15:46 -
ГОСТ 31938-2012 (ISO 10406-1:2008): стеклопластиковая композитная арматура
Библиотека — 04.09.2017 — 20:49 -
ГОСТ 33133—2014: Битумы нефтяные дорожные вязкие
Библиотека — 04.09.2017 — 15:51 -
Студия 3D-печати с нуля (Дмитрий Горьков), 2015 год
Библиотека — 20.07.2017 — 21:25 -
3D-печать в малом бизнесе (Дмитрий Горьков), 2015 год
Библиотека — 20. 07.2017 — 14:34
07.2017 — 14:34
-
Tinkercad для начинающих (Дмитрий Горьков), 2015
Библиотека — 18.07.2017 — 13:03 -
3D-печать с нуля (Дмитрий Горьков), 2015 год
Библиотека — 14.07.2017 — 20:09 -
Доступная 3D печать для науки, образования и устойчивого развития (Э. Кэнесс, К. Фонда, М. Дзеннаро) 2013 год
Библиотека — 14.07.2017 — 16:20 -
PICASO 3D Designer (Инструкция пользователя по эксплуатации)
Библиотека — 14.07.2017 — 00:15 -
Leapfrog Creatr Single or Dual Extruder (Руководство)
Библиотека — 13.07.2017 — 21:54 -
PICASO 3D Designer PRO 250 (Инструкция по эксплуатации)
Библиотека — 28.06.2017 — 18:38 -
3D печать. Коротко и максимально ясно (LittleTinyH Books), 2016 год
Библиотека — 27.06.2017 — 21:10 -
Свойства и переработка термопластов, (Калинчев Э.
 Л., Саковцева М.Б.), 1983 год
Л., Саковцева М.Б.), 1983 год
Библиотека — 16.04.2016 — 12:45 -
Книга Пластмассовые зубчатые колеса в механизмах приборов. Расчет и конструировние. (Старжинский В.Е., Тимофеев Б.П., Шалобаев Е.В., Кудинов А.Т.),1998 год
Библиотека — 15.04.2016 — 18:41 -
Производство изделий из полимерных материалов (Крыжановский В.К., Кербер М.Л., Бурлов В.В., Паниматченко А.Д.)
Библиотека — 28.03.2016 — 20:24 -
Технологическая подготовка процессов формования изделий из пластмасс Филатов В.И., Корсаков В.Д.
Библиотека — 27.03.2016 — 20:17 -
Технология пластических масс Николаев А. Ф.
Библиотека — 27.03.2016 — 12:19 -
Журнал «Композитный Мир» – 1 (64)
Библиотека — 14.03.2016 — 20:53 -
Технология синтетических пластических масс (Барг Э. И.)
Библиотека — 13.03.2016 — 16:57 -
Способы соединения деталей из пластических масс (Комаров В.
 Г.)
Г.)
Библиотека — 13.03.2016 — 11:13
Рекомендуемые классы чистоты поверхности.
Класс чистоты поверхности | Обозначение | Обрабатываемые поверхности |
5 | Rz20 | Нерабочие поверхности зубчатых колес Внутренние поверхность юбки поршня Внутренняя нерабочая поверхность втулки |
6 | Rа2,5 | Торцовые поверхности, служащие опорой для ступиц зубчатых колес. Боковая поверхность зубьев больших модулей долбленных и строганных колес Наружная поверхность зубчатого венца Внутренняя поверхность корпуса под подшипники качения |
7 | Rа1,25 | Нерабочие поверхности бронзовых колес Опорная плоскость крышки блока Опорная шаброванная плоскость контрольной инструментальной линейки Шлифованный пруток для шпилек |
8 | Rа0,63 | Сопрягаемые поверхности бронзовых колес Нерабочие шейки коленчатого и распределительного валов Гнезда под вкладыши коленчатого вала Цилиндрическая поверхность силовых шпилек Рабочие поверхности ходовых винтов Поверхности валов под подшипники качения |
9 | Rа0,32 | Наружная поверхность днища поршня Отверстия поршневых бобышек палец под палец Поверхность
полок шатунов. Поверхности валов под подшипники качения классов В, А и с |
10 | Rа0,16 | Рабочие шейки коленчатого вала быстроходного двигателя. Рабочие шейки распределительного вала. Рабочая плоскость клапана. Наружная поверхность юбки поршня. Поверхность лопастей крыльчатки нагнетателя |
11 | Rа0,08 | Ведущий щиток клапана. Наружная поверхность поршневого пальца. Зеркало цилиндрической гильзы. Шарики и ролики подшипников качения. Рабочие шейки прецизионных быстроходных станков. |
12 | Rа0,04 | Измерительные
поверхности предельных калибров для
4 и 5го классов точности. Рабочие поверхности деталей измерительных приборов в подвижных сочленениях средней точности Шарики и ролики высокоскоростных ответственных передач. |
13 | Ra0,1 | Измерительные поверхности приборов и калибров высокой точности (1, 2 и 3го классов). Рабочие поверхности деталей в подвижных сочленениях средней точности. |
14 | Rz0,05 | Измерительные поверхности плиток. Измерительные поверхности измерительных приборов весьма высокой точности. Измерительные поверхности плиток высоких классов. Поверхности исключительно ответственных точнейших приборов |
 Рабочие поверхности
центров
Рабочие поверхности
центров
Для обозначения шероховатости поверхности на чертежах стандарт устанавливает следующие знаки:
а)
знак равностороннего треугольника (
), рядом с которым указывают класс или
класс и разряд чистоты поверхности. Классы чистоты обозначают арабскими
цифрами, а разряды — строчными буквами
«а», «б» и «в». Классы и разряды чистоты
поверхности для металлов, пластмасс и
других материалов устанавливают ГОСТ
2789-59, а для изделий из древесины – ГОСТ
7016-68.
Классы чистоты обозначают арабскими
цифрами, а разряды — строчными буквами
«а», «б» и «в». Классы и разряды чистоты
поверхности для металлов, пластмасс и
других материалов устанавливают ГОСТ
2789-59, а для изделий из древесины – ГОСТ
7016-68.
Изменение №3 ГОСТ 2.309-73 Единая система конструкторской документации. Обозначения шероховатости поверхностей.
Принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 21 от 28.05.2002)
Зарегистрировано Бюро по стандартам МГС № 4180
За принятие изменения проголосовали национальные органы по стандартизации следующих государств: AM, BY, KZ, KG, MD, RU, TJ,UZ,UA [ коды альфа-2 по МК(ИСО 3166) 004]
Вводная часть.Второй абзац изложить в новой редакции:
«стандарт полностью соответствует стандарту ИСО 1302».
Пункт 1.2 Второй абзац изложить в новой редакции:
«При применении знака без указания параметра и способа обработки его изображают без полки»;
ч ертеж 1 заменить новым:
пункт
1. 3. Первый абзац. Заменить значение:
(1,5…3) h на (1,5…5)h.
3. Первый абзац. Заменить значение:
(1,5…3) h на (1,5…5)h.
Пункт 1.5 после слов «в обозначении шероховатости» изложить в новой редакции (кроме примечания): «после соответствующего символа, например: Ra 0,4; Rmax 6,3; Sm 0,63; t5070; S 0,032 Rz50».
П ункт 1.5а. Заменить обозначения шероховатости:
П ункт 1.5б. Заменить обозначения шероховатости:
Пункт 1.6. Заменить обозначение:
Пункт 1.7. заменить обозначение: 1+20% на Ra 1+20%
Пункт 1.8. чертеж 3 заменить новым: параметр высоты неровностей профиля п араметр шага неровностей профиля относительная опорная длинна профиля
п ункт 1.10. таблицу дополнить обозначением:
п ункт 1.12. чертеж 5 заменить новым:
п ункт 1.13. чертеж 6. Заменить обозначение:
пункт
2. 1. второй абзац изложить в новой редакции:
1. второй абзац изложить в новой редакции:
«допускается при недостатке места располагать обозначения шероховатости на размерных линиях или на их продолжениях, на рамке допуска формы, а также разрывать выносную линию (черт. 7)»;
чертеж 7. заменить новым:
п ункт 2.4. чертеж 10 заменить новым:
п ункт 2.5. чертеж 11. Заменить обозначение шероховатости:
пункт 2.6. чертеж 12 заменить новым:
п ункт 2.6. чертеж 13 заменить обозначение шероховатости:
ч ертеж 14. заменить новым
пункт 2.9. чертеж 15, а. Заменить обозначение шероховатости:
Таблица шероховатости поверхности: Понимание отделки поверхности
Поверхности в производственных приложениях должны оставаться в пределах желаемых пределов шероховатости, чтобы гарантировать оптимальное качество деталей. Обработка поверхности оказывает решающее влияние на долговечность и эксплуатационные характеристики изделия. Поэтому очень важно узнать о диаграмме шероховатости поверхности и ее важности.
Шероховатые поверхности часто изнашиваются быстрее. Уровни трения выше, чем на гладких поверхностях, а неровности гладкости поверхности имеют тенденцию создавать участки зародышей. Разрывы и коррозия, возникающие в этих местах, могут привести к легкому износу материала.
И наоборот, существует определенная степень шероховатости, которая может дать место для желаемой адгезии. Таким образом, вы никогда не должны оставлять поверхность для интерпретации. Предположим, вы считаете, что отделка поверхности имеет значение для вашего продукта, и это руководство для вас.
Что такое отделка поверхности? Прежде чем мы перейдем к таблице шероховатости поверхности, давайте разберемся, что влечет за собой шероховатость поверхности. Отделка поверхности относится к процессу изменения поверхности металла, который включает удаление, добавление или изменение формы. Это мера полной текстуры поверхности продукта, которая определяется тремя характеристиками: шероховатостью поверхности, волнистостью и укладкой.
Шероховатость поверхности – это мера общего количества разнесенных неровностей на поверхности. Всякий раз, когда машинисты говорят о «шероховатости поверхности», они часто имеют в виду шероховатость поверхности.
Волнистость относится к искривленной поверхности, расстояние между которой больше, чем длина шероховатости поверхности. И укладка относится к направлению преобладающего рисунка поверхности. Машинисты часто определяют укладку по методам, используемым для поверхности.
Почему отделка поверхности важна в технологических процессах?Шероховатость поверхности играет очень важную роль в определении реакции продукта на окружающую среду. Внешний вид продукта указывает на эффективность его компонентов. Кроме того, уровень шероховатости может повлиять на эффективность продукта.
Это зависит от применения такого продукта. Инженеры и производители должны постоянно поддерживать чистоту поверхности. Это помогает производить последовательные процессы и надежные продукты.
Измерения поверхности также помогают контролировать производство. Это очень полезно, когда есть необходимость в поверхностной инженерии.
Различные варианты отделки поверхности имеют различные эффекты. Самый простой способ получить желаемую чистоту поверхности — сравнить ее со стандартами чистоты поверхности. Поверхностная обработка может помочь в следующих и многих других случаях:
- Невероятно важна для коррозионной и химической стойкости.
- Придает особый внешний вид продукту.
- Способствует адгезии покрытий и красок.
- Устраняет поверхностные дефекты.
- Улучшает электропроводность и увеличивает электропроводность поверхности.
- Повышает износостойкость изделия, сводя к минимуму эффекты трения.
Чтобы узнать больше об обработке поверхности, ознакомьтесь с нашим руководством по вариантам обработки поверхности для литья пластмасс под давлением и прочитайте нашу статью о том, как получить наилучшую обработку поверхности с ЧПУ для ваших продуктов.
Шероховатость поверхности — это расчет относительной гладкости профиля поверхности. Числовой параметр – Ra. Диаграмма шероховатости поверхности Ra показывает среднее арифметическое значений высоты поверхности, измеренной поперек поверхности.
Как уже упоминалось, есть три основных компонента поверхности: шероховатость, волнистость и рельеф. Поэтому на характеристики геометрии поверхности влияют различные факторы.
Также существует несколько систем измерения шероховатости поверхности. Системы включают:
- Прямые методы измерения
- Бесконтактные методы
- Сравнительные методы
- Технологические методы
Прямые методы измерения измеряют шероховатость поверхности с помощью щупа. Это включает в себя рисование стилуса перпендикулярно поверхности. Затем оператор использует зарегистрированный профиль для определения параметров шероховатости.
Бесконтактные методы предполагают использование света или звука. Оптические инструменты, такие как белый свет и конфокальные, заменяют перо. Эти приборы используют разные принципы измерения. Затем физические датчики можно заменить оптическими датчиками или микроскопами.
Оптические инструменты, такие как белый свет и конфокальные, заменяют перо. Эти приборы используют разные принципы измерения. Затем физические датчики можно заменить оптическими датчиками или микроскопами.
Сначала используемый инструмент посылает на поверхность ультразвуковой импульс. Затем произойдет изменение и отражение звуковых волн обратно в устройство. Затем вы можете оценить отраженные волны, чтобы определить параметры шероховатости.
Методы сравнения используют образцы шероховатости поверхности. Эти образцы генерируются оборудованием или процессом. Затем производитель использует тактильные и визуальные ощущения для сравнения результатов с поверхностью с известными параметрами шероховатости.
Примером технологического метода является индуктивность. Этот метод помогает оценить шероховатость поверхности с помощью магнитных материалов. Датчик индуктивности использует электромагнитную энергию для измерения расстояния до поверхности. Затем определенное параметрическое значение может помочь определить сравнительные параметры шероховатости.
Существуют различные методы и оборудование для измерения шероховатости поверхности. Методы можно разделить на три категории. Это:
- Методы профилирования. Это включает измерение поверхности с помощью датчика высокого разрешения. В этом процессе вам нужно больше думать об игле фонографа в соответствии с чувствительностью. Типичный датчик ЧПУ может быть не таким эффективным.
- Районные методы. Эти методы измеряют конечную площадь поверхности. Измерение предлагает статистическое среднее пиков и впадин на поверхности. Некоторые примеры этих методов включают ультразвуковое рассеяние, оптическое рассеяние, емкостные датчики и многое другое. Легче автоматизировать и выполнять с помощью площадных методов.
- Методы микроскопии. Эти качественные методы основаны на измерении контрастов. Результаты предоставляют соответствующую информацию о пиках и впадинах на поверхностях.

При поиске символов шероховатости поверхности в вашем любимом браузере вы заметите ряд сокращений. К ним относятся Ra, Rsk, Rq, Rku, Rz и другие. Это единицы измерения чистоты поверхности.
Ra – средняя шероховатость поверхностиХотя большинство людей называют Ra средней линией или средним арифметическим, это средняя шероховатость между профилем шероховатости и средней линией. Это наиболее часто используемый параметр для обработки поверхности. Таблица шероховатости поверхности Ra также является одной из наиболее часто используемых для абсолютных значений.
Rmax – расстояние по вертикали от пика до впадины Этот параметр шероховатости лучше всего использовать для таких аномалий, как заусенцы и царапины. Однако это может быть неочевидно с диаграммой шероховатости поверхности Ra. Однако Rmax гораздо более чувствителен к этим аномалиям.
В отличие от Ra, Rz измеряет средние значения пяти самых больших различий между пиками и впадинами. Измерение выполняется с использованием пяти длин дискретизации, что помогает устранить ошибку, поскольку Ra совершенно нечувствителен к некоторым крайностям.
Таблица шероховатости поверхностиТаблица шероховатости обработанной поверхности содержит важные рекомендации по измерению стандартных параметров шероховатости поверхности. Производители всегда используют его в качестве справочного материала для обеспечения качества в производственном процессе.
от 20 до 900 среднеквадратичных значений Существуют различные процессы проверки диаграммы шероховатости обрабатываемой поверхности. В результате становится сложно выбрать лучший процесс, основанный на производительности продукта. Однако наиболее надежным является использование таблицы преобразования шероховатости поверхности.
В этом разделе есть таблица для диаграммы преобразования шероховатости поверхности. В этой таблице сравниваются различные шкалы шероховатости поверхности для производственных процессов. А пока давайте рассмотрим некоторые сокращения, которые вы там найдете.
Ra = среднее значение шероховатости
RMS = среднеквадратичное значение
CLA = среднее значение центральной линии
Rt = общая шероховатость
N = новые значения шкалы ISO (сорта)
Длина отсечки = длина, необходимая для образца 10
 4
4 Эта «шпаргалка» по обработке поверхности — очень удобный инструмент, который поможет вам лучше понять различные доступные варианты отделки поверхности.
| Микрометры Номинальное значение | Микродюймы Номинальное значение | Приложение 9 0010 ications |
| 25 | 1000 | Шероховатые поверхности низкого качества, полученные в результате распиловки или шероховатости ковка. Поэтому такие поверхности подходят для определенных необработанных зазоров. |
| 12,5 | 500 | Это шероховатые низкосортные поверхности, образовавшиеся в результате грубой подачи и тяжелых резов. В то время как сокращения происходят от токарной обработки, фрезерования, дискового шлифования и многого другого. |
| 6.3 | 250 | Этот тип обработки поверхности получается в результате плоского шлифования, дискового шлифования, фрезерования, сверления и т.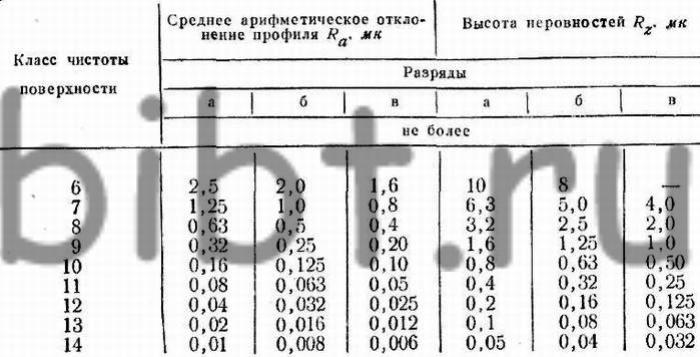 д. Следовательно, они предназначены для поверхностей зазора с требованиями к нагрузке и разрешениями на проектирование д. Следовательно, они предназначены для поверхностей зазора с требованиями к нагрузке и разрешениями на проектирование |
| 3,2 | 125 | Для деталей часто рекомендуется самая шероховатая поверхность. Он также используется для деталей, подверженных вибрации, нагрузкам и высоким нагрузкам. |
| 1,6 | 63 | Хорошая машинная шероховатость/шероховатость при производстве в контролируемых условиях. Это также связано с тонкой подачей и относительно высокими скоростями. |
| 0,8 | 32 | Высококачественная машинная отделка, требующая тщательного контроля. Его относительно легко производить с помощью цилиндрических, бесцентровых или плоскошлифовальных станков. Он также предпочтителен для изделий, не требующих непрерывного движения или больших нагрузок.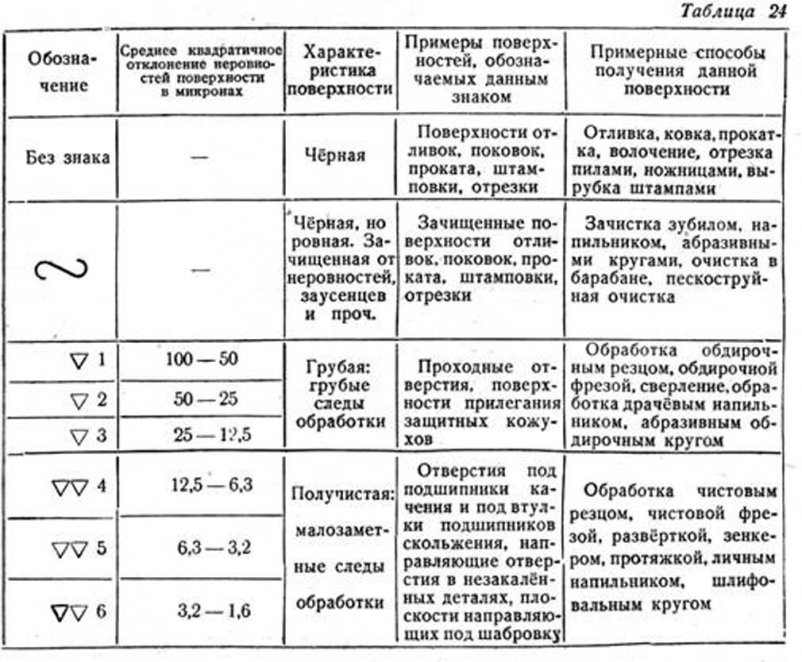 |
| 0,4 | 16 | Высококачественную поверхность часто получают с помощью наждачной полировки, притирки или грубого хонингования. Таким образом, эти отделки являются отличным вариантом, когда гладкость имеет большое значение. |
| 0,2 | 8 | Прекрасная, высококачественная поверхность, полученная притиркой, полировкой или хонингованием. Машинисты используют это, когда кольца и набивки должны скользить по поверхностным волокнам. |
| 0,1 | 4 | Обработанная поверхность, которую можно получить с помощью притирки, полировки или хонингования. Производители используют его только при наличии обязательных требований к конструкции. Следовательно, это лучшая отделка в калибровочных и инструментальных работах. |
| 0,05 0,025 | 2 1 | Самая совершенная поверхность, полученная с помощью тонкой полировки, хонингования или суперфинишной обработки. Таким образом, их лучше всего использовать для тонких и чувствительных прецизионных мерных блоков. Таким образом, их лучше всего использовать для тонких и чувствительных прецизионных мерных блоков. |
Поскольку получение точной шероховатости поверхности может быть дорогостоящим и сложным в современном производстве, операции по чистовой обработке поверхности требуют наилучшей методологии для получения желаемой отделки на изготовленных деталях.
Чистота поверхности зависит от понимания скорости затвердевания поверхности данного материала. Не беспокойтесь. RapidDirect — ваш лучший выбор для качественных услуг по отделке поверхностей по лучшим ценам. Наша команда экспертов понимает правильные методы, связанные со строгими стандартами отделки поверхности.
В RapidDirect мы предлагаем полные отчеты о проверке размеров, чтобы вы могли быть уверены в желаемых результатах. Мы также выполняем различные процессы отделки, начиная от анодирования, гальванического покрытия и пескоструйной обработки до полировки, чистки щеткой и т. д.
д.
Наши услуги самого высокого качества, и вы можете быть уверены, что получите лучшие услуги по запросу. Кроме того, у нас есть все необходимое, чтобы максимально использовать ваши продукты. Свяжитесь с нами по электронной почте сегодня; мы всегда готовы работать с вами.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Часто задаваемые вопросы – Таблица шероховатости поверхностиКак измерить шероховатость поверхности?
Вы можете рассчитать шероховатость поверхности, измерив средние пики и впадины на этой поверхности. Измерение часто рассматривается как «Ra», что означает «среднее значение шероховатости». Хотя Ra является очень полезным параметром измерения. Это также помогает определить соответствие продукта или детали различным отраслевым стандартам. Это происходит путем сравнения с таблицами шероховатости поверхности.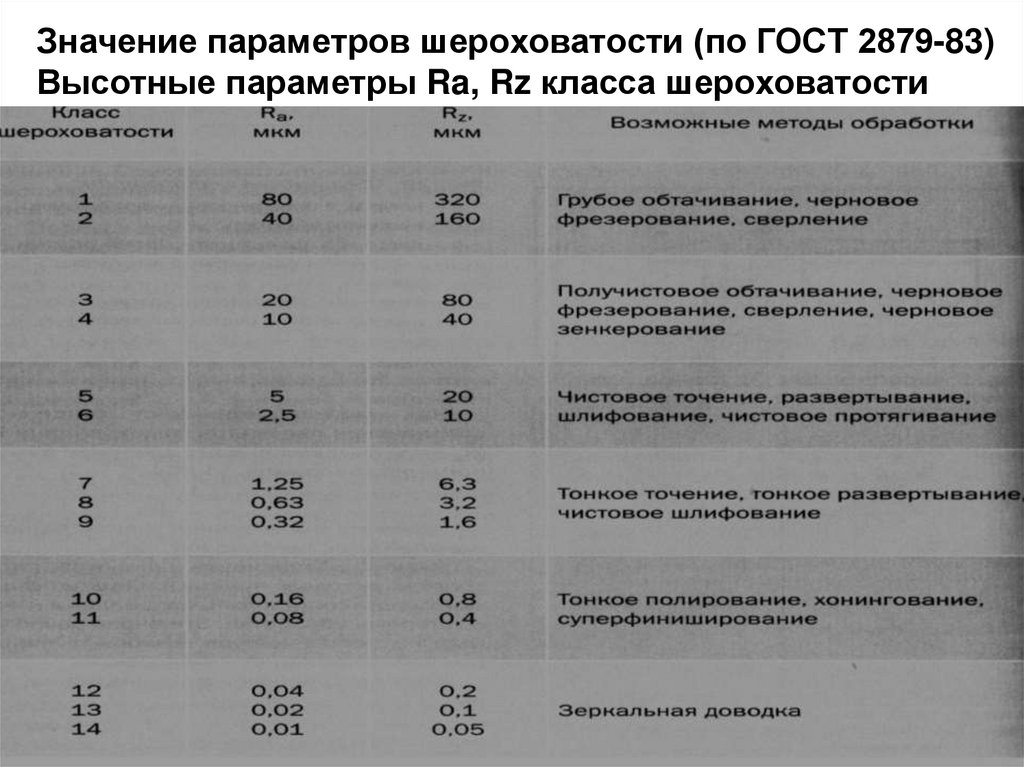
Что отличает Ra и Rz в таблице шероховатости поверхности?
Ra — это мера средней длины между пиками и впадинами. Он также измеряет отклонение от средней линии на поверхности в пределах длины выборки. С другой стороны, Rz помогает измерить расстояние по вертикали между самым высоким пиком и самой низкой долиной. Он делает это в пределах пяти длин выборки, а затем усредняет измеренные расстояния.
Какие факторы влияют на отделку поверхности?
На отделку поверхности влияют несколько факторов. Самым большим из этих факторов является производственный процесс. Процессы обработки, такие как токарная обработка, фрезерование и шлифование, зависят от множества факторов. Следовательно, факторы, влияющие на чистоту поверхности, включают следующее:
Подачи и скорости
Состояние станка
Параметры траектории
Ширина резания (переход)
Отклонение инструмента
Глубина резания
Вибрация
СОЖ
Основы обработки поверхности
Обработка поверхности может сбивать с толку, особенно когда речь идет о единицах измерения или разнице между Ra и Rz. В этой статье мы предоставим общий обзор и ответим на некоторые из наиболее часто задаваемых вопросов…
В этой статье мы предоставим общий обзор и ответим на некоторые из наиболее часто задаваемых вопросов…
Что такое отделка поверхности?
Отделка поверхности — это термин, используемый для описания текстуры поверхности, и иногда он используется взаимозаменяемо с термином «текстура поверхности». Требования к чистоте поверхности часто встречаются на технических чертежах механических деталей, особенно там, где детали плотно прилегают друг к другу, движутся друг относительно друга или образуют уплотнение. Американское общество инженеров-механиков (ASME) опубликовало стандарт символов текстуры поверхности Y14.36M, который иллюстрирует правильную спецификацию и использование символов текстуры поверхности на технических чертежах. ASME также публикует стандарт текстуры поверхности B41.6, который содержит определения и методы измерения чистоты поверхности.
Отделка поверхности состоит из трех отдельных элементов – шероховатости, шероховатости и волнистости (см. рис.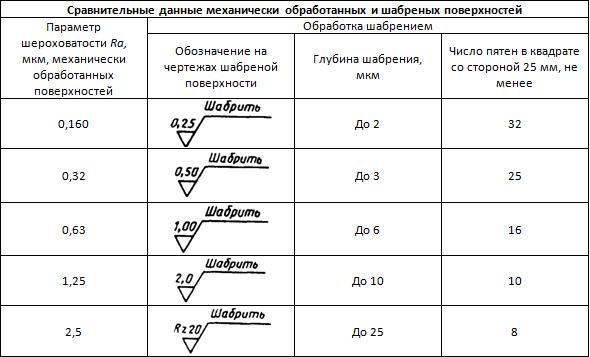 1 ниже). Однако в механических мастерских нередко термин «обработка поверхности» используется для описания только шероховатости поверхности. Шероховатость является наиболее часто определяемым аспектом отделки поверхности, однако, прежде чем мы углубимся в детали Шероховатость поверхности, давайте обсудим эти три элемента, из которых состоит отделка поверхности.
1 ниже). Однако в механических мастерских нередко термин «обработка поверхности» используется для описания только шероховатости поверхности. Шероховатость является наиболее часто определяемым аспектом отделки поверхности, однако, прежде чем мы углубимся в детали Шероховатость поверхности, давайте обсудим эти три элемента, из которых состоит отделка поверхности.
Слой
Слой — это термин, используемый для описания доминирующего рисунка на поверхности и ориентации этого рисунка. Укладка обычно создается в процессе производства и может быть параллельной, перпендикулярной, круговой, заштрихованной, радиальной, разнонаправленной или изотропной (ненаправленной). Мы обсудим символы и интерпретацию лей в разделе «Символы» ниже.
Волнистость
Волнистость – это термин, используемый для наиболее широко разбросанных вариантов отделки поверхности. Эти периодические дефекты поверхности больше, чем длина выборки шероховатости, но малы, коротки и достаточно регулярны, чтобы их не считали дефектами плоскостности. Общие причины волнистости поверхности включают коробление от нагревания и охлаждения, а также дефекты обработки из-за вибрации или отклонения.
Общие причины волнистости поверхности включают коробление от нагревания и охлаждения, а также дефекты обработки из-за вибрации или отклонения.
Волнистость измеряется на оценочной длине, и создается профиль волнистости для этой длины. Профиль волнистости не включает никаких неровностей поверхности из-за шероховатости, плоскостности или изменений формы. Шаг волнистости ( Wsm ) — расстояние между пиками волн, а высота волны определяется параметрами средней волнистости ( Wa ) или общей волнистости ( Wt ). Требования к волнистости менее распространены, чем требования к шероховатости, но они могут быть важны для определенных деталей, таких как кольца подшипников или уплотнительные поверхности.
Шероховатость поверхности
Шероховатость поверхности, часто сокращенная до шероховатости, относится к небольшим неровностям геометрии поверхности. Шероховатость является наиболее часто определяемым, измеряемым и рассчитываемым аспектом шероховатости поверхности, и многие люди используют термин «чистота поверхности» только для описания шероховатости.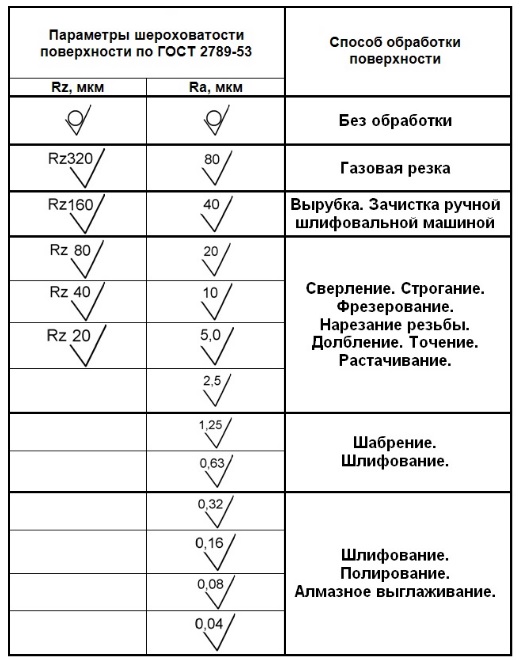
Измерение шероховатости
Шероховатость поверхности обычно измеряется перпендикулярно направлению укладки с помощью прибора, известного как профилометр (показан на рис. 2 ниже). Профилометр создает график, показывающий изменения высоты поверхности при изменении положения. Этот график известен как измеренный профиль поверхности, пример которого показан ниже. Измеренный профиль покажет не только шероховатость, но и любые дефекты волнистости и плоскостности, которые могут присутствовать. Чтобы исследовать только шероховатость, необходимо удалить из профиля дефекты волнистости и плоскостности.
Без сглаживания профиля средняя линия (показанная на рис. 2 ниже) будет отображать изменение высоты поверхности из-за дефектов волнистости и плоскостности. Поскольку нас не интересует изменение из-за этих элементов, нам нужно измерить профиль с выпрямленной средней линией. Для этого сначала усредняем высоту поверхности по интервалам меньше шага волнистости, но больше шага шероховатости, чтобы сгладить большую волнистость.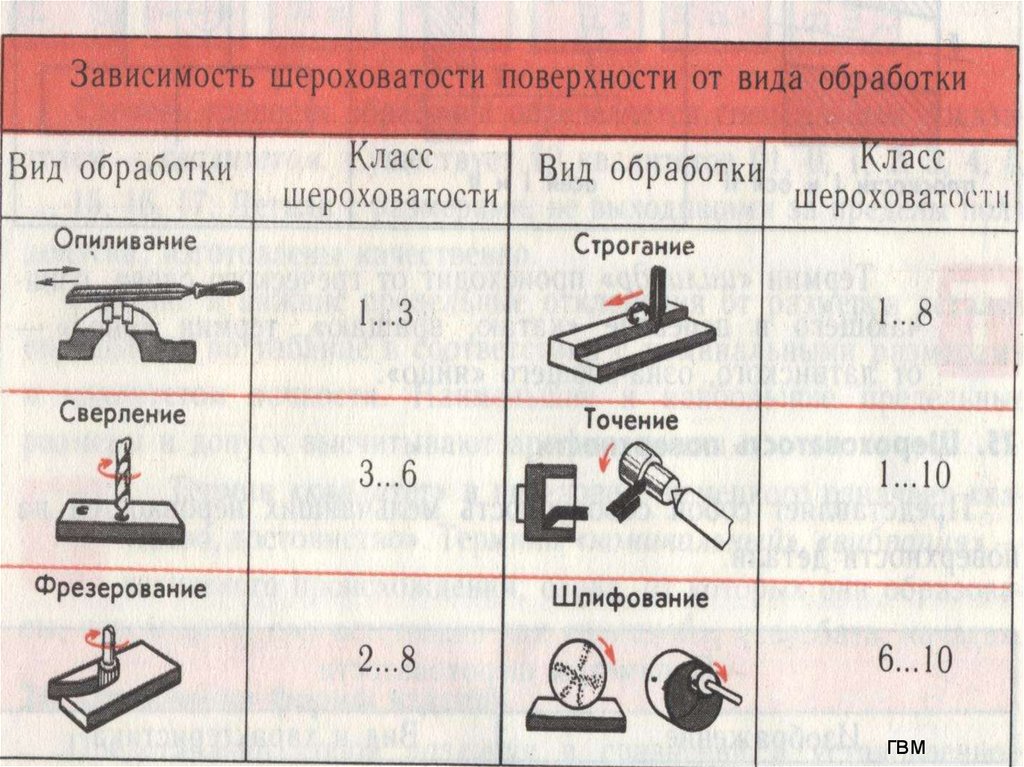 Эта новая, более прямая линия известна как профиль шероховатости поверхности (рис. 3).
Эта новая, более прямая линия известна как профиль шероховатости поверхности (рис. 3).
Линия 1: Измеренный профиль и средняя линия – Включает вариации волны и плоскостности
Линия 2: Профиль шероховатости и средняя линия, отфильтрованы вариации волны и плоскостности
Параметры шероховатости и расчеты
На технических чертежах шероховатость упрощается до числовое значение, представляющее характеристики профиля шероховатости. Наиболее часто указываемыми параметрами шероховатости являются Ra и Rz . Ra или средняя шероховатость обычно используется в Соединенных Штатах, в то время как Rz , или средняя глубина шероховатости, широко используется во всем мире. Ra определяется как среднее отклонение профиля шероховатости от средней линии. Говоря математическим языком, это интеграл абсолютного значения профиля шероховатости, деленный на длину профиля. Из-за этого усреднения значение Ra ниже фактической высоты вариаций шероховатости.
Для расчета Rz профиль шероховатости делится на пять равных отрезков. Разница высот между самой высокой и самой низкой точкой в каждой из пяти секций известна как общая шероховатость или Rt для этой секции. Rz является средним из пяти значений Rt . Рассчитанное значение Rz приблизительно равно высоте наиболее серьезных изменений шероховатости.
Рисунок 4 – Общая шероховатость ( Rt ) для каждого сегмента и средняя глубина шероховатости ( Rz ) Поскольку Ra представляет средние значения, а Rz основан на максимальных значениях, Rz почти всегда больше, чем Ra . Разница между двумя параметрами будет зависеть от однородности профиля шероховатости. Если одно значение известно, можно оценить максимум для другого, но это приближение не следует использовать для критических приложений.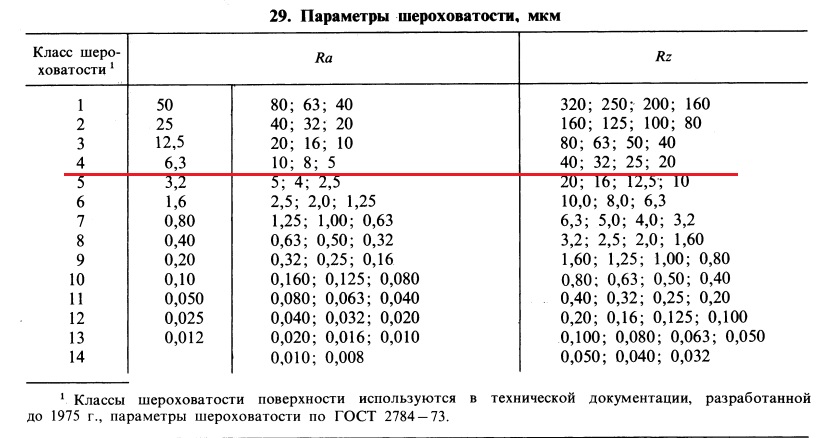 Грубо говоря, если известно только Rz , Ra можно аппроксимировать делением на коэффициент 7,2. Если Ra известен, значение Rz для той же поверхности может быть в 20 раз выше, и его немного сложнее приблизить.
Грубо говоря, если известно только Rz , Ra можно аппроксимировать делением на коэффициент 7,2. Если Ra известен, значение Rz для той же поверхности может быть в 20 раз выше, и его немного сложнее приблизить.
Единицы измерения шероховатости
В США для измерения шероховатости используются микродюймы. Эта единица представляет собой одну миллионную часть дюйма и обычно записывается как 90 559 µ в 90 560 . Соответствующая международная единица (СИ) — микрометры или микроны для краткости. Эта единица представляет собой одну миллионную часть метра и записывается как 9.0559 мкм или мкм . Так же, как один метр равен 39,37 дюйма в длину, один микрометр равен 39,37 микродюйма.
Обозначения
Обозначение базовой обработки поверхности представляет собой галочку с точкой, лежащей на поверхности, которую необходимо указать. Варианты этого символа предоставляют дополнительные инструкции, как описано в таблице ниже.
Цифры рядом с основным символом шероховатости поверхности используются для обозначения различных параметров шероховатости поверхности. Расположение числа по отношению к символу определяет, какой именно параметр указывается. Буквы на рисунке ниже показывают правильное расположение каждого параметра в соответствии со стандартом ASME Y14.36M.
Рисунок 6 – Обозначение шероховатости поверхности – Детали Где a представляет среднее значение шероховатости ( Ra ), а b представляет метод производства, покрытие, примечание или другую дополнительную информацию. Буква c указывает длину выборки шероховатости в миллиметрах или дюймах, а d указывает направление укладки поверхности. Значение e указывает минимальное требование удаления материала в миллиметрах. Наконец, если указан альтернативный параметр шероховатости поверхности, символ и значение параметра указываются в ячейке 9. 0559 ф (т.е. Рз 0,4).
0559 ф (т.е. Рз 0,4).
Семь возможных направлений укладки указаны в таблице ниже.
Рис. 7 – Символы укладкиВ приведенном ниже примере Ra указано не более 32 микродюймов на расчетной длине 0,125 дюйма. Rz не должен превышать 160 микродюймов на оценочной длине 0,75 дюйма. Направление укладки параллельно плоскости обзора чертежа, где появляется обозначение.
Рисунок 8 – Пример спецификации шероховатости поверхностиПрактические соображения
Качество поверхности сильно зависит от процесса изготовления детали, и очень гладкая поверхность обычно требует дополнительной обработки, такой как шлифовка или полировка. Поскольку дополнительная обработка повлечет за собой дополнительные расходы, важно, чтобы инженер или проектировщик не предъявлял излишне низких требований к шероховатости. По возможности характеристики шероховатости должны находиться в пределах ограничений основного производственного процесса.
В рамках диапазона возможностей оборудования некоторые производственные процессы позволяют в некоторой степени контролировать отделку поверхности. Например, при фрезеровании или токарной обработке небольшая глубина резания и низкая скорость подачи обычно обеспечивают более гладкую поверхность, а более глубокая резка и более высокая скорость обеспечивают более грубую обработку. Износ режущего инструмента также может повлиять на чистоту поверхности. На приведенной ниже диаграмме показан диапазон значений шероховатости поверхности, обычно получаемых в результате различных производственных процессов.
Например, при фрезеровании или токарной обработке небольшая глубина резания и низкая скорость подачи обычно обеспечивают более гладкую поверхность, а более глубокая резка и более высокая скорость обеспечивают более грубую обработку. Износ режущего инструмента также может повлиять на чистоту поверхности. На приведенной ниже диаграмме показан диапазон значений шероховатости поверхности, обычно получаемых в результате различных производственных процессов.
Изображение предоставлено Emok – Wikipedia технические рисунки.
